Rheology Glossary
Angular Frequency
Is a way to specify oscillation frequency.
Symbol = ω
Unit = [rad/s]
References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.
Ball Measuring System

A special kind of measuring system, developed for tests on semi-solid dispersions containing particles up to 5 mm in diameter. It consists of a cup and a rotor where a ball is mounted on an arm fixed radially to the motor shaft. This ball performs a rotational motion through the sample on a circular path.
References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.
Dynamic Mechanical Analysis
“Dynamic mechanical analysis (DMA)” often also called “dynamic mechanical thermal analysis (DMTA)” is an analytical method for determining the viscoelastic properties of materials. The sinusoidal load and deformation amplitude, as well as the phase shift between load and path, are measured as functions of time (frequency). Thus, the complex modulus, the storage modulus, the loss modulus, and the loss factor can all be determined. DMA is the most accurate method for identifying the glass transition temperature of polymers.
References
- MEZGER, Thomas G.: The Rheology Handbook. Vincentz Network, Hanover. 2014 (4th edition)
- MEZGER, Thomas G.: Applied Rheology - with Joe Flow on Rheology Road. Anton Paar, Graz. 2019 (6th edition)
Glass Transition Temperature
Used when describing temperature curves of polymers. At low temperatures, the polymer occurs in a glassy state (it appears as a rigid and brittle solid). With increasing temperature it is in the glass transition range which is particularly important and is mostly specified in terms of just one temperature value which is referred to as glass transition temperature. It is assumed to be approximately in the middle of the temperature range in which the glass transition is taking place. In this range the molecules are showing more and more mobility and the polymer occurs in a soft-elastic, rubber-like state.
Value = Tg
Unit = [°C]
References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.
Hooke´s Law
Ideally elastic (or Hookean) deformation behavior is presented by the elasticity law or Hooke’s law. After a load cycle, an ideally elastic material completely returns to the initial state.

References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.
Log-log diagram
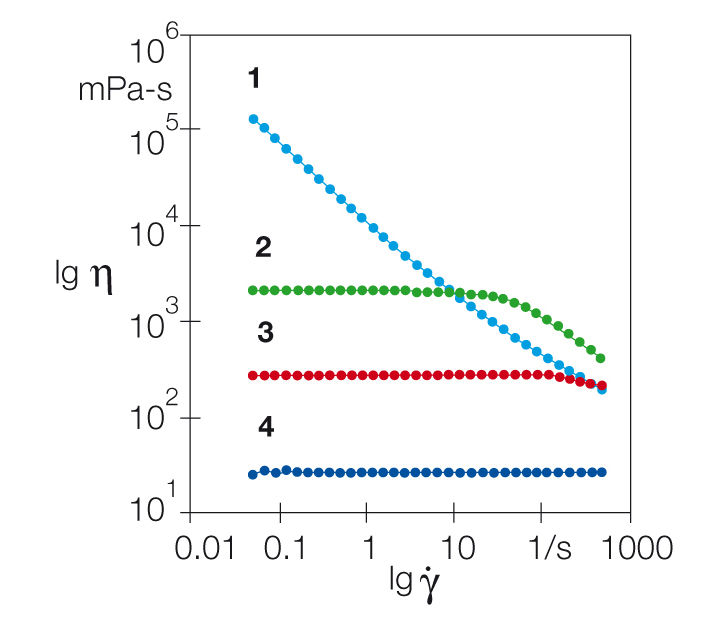
This kind of a diagram is often used for viscosity curves of polymers with uncrosslinked molecules (Figure 1). Here, in the low-shear range, which is typically associated with shear rates below 1 s-1, each of these viscosity curves shows a constant value, which is the so-called plateau value of the zero-shear viscosity η0. This term was chosen because in this case the shear rate approaches zero and therefore the state at rest.
Sample 1: In the direction of decreasing shear rates, the viscosity of this gel increases towards infinity. This indicates a firm texture of the gel at rest, with distinct shear-thinning flow behavior towards higher shear rates. Samples 2 and 3: At rest, they are fluid and therefore self-leveling, as they both have a plateau of zero-shear viscosity. Above a shear rate of 50 s-1 or 100 s-1, respectively, they are shear-thinning. Sample 4 shows ideally viscous (or Newtonian) behavior over the entire measuring range with a viscosity of η = 22 mPas.
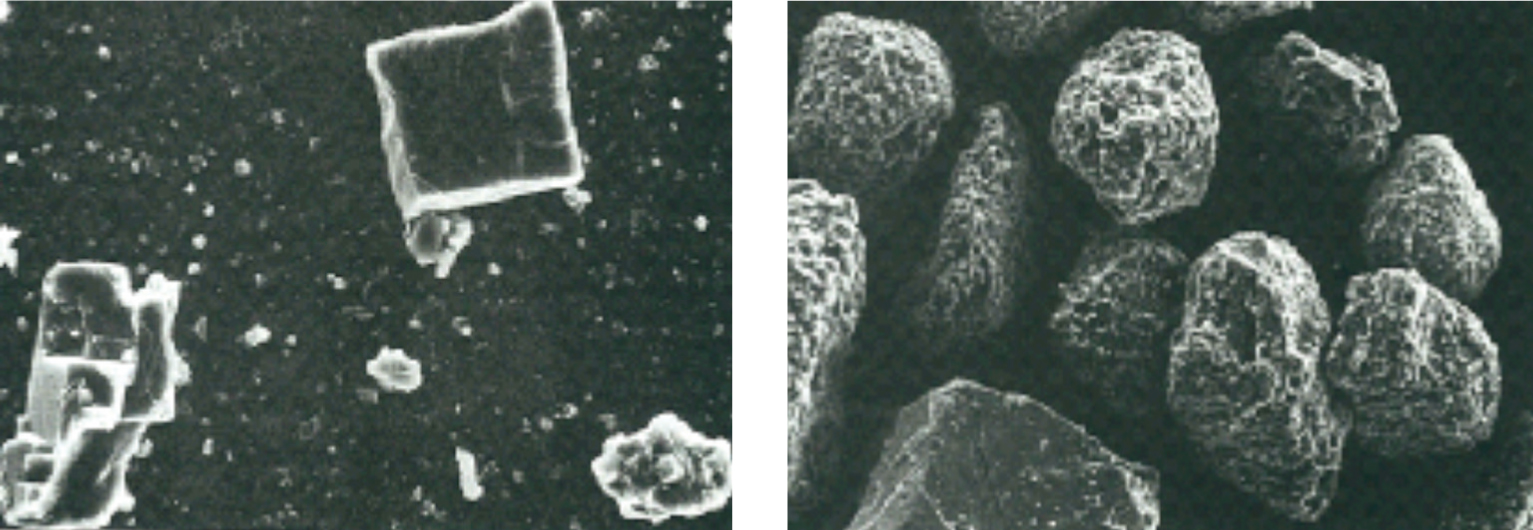
The occurrence of shear-thickening in suspensions should be expected under the following two conditions: at (1) high shear, e.g. caused by high shear rates, and with a (2) high amount of solid matter (better expressed as solid/volume percentage; this is the fraction of solid particles in the total dispersion volume). Particles in flowing dispersions are constantly subjected to rotational motion, therefore particle shape has a big effect. The more the shape deviates from the spherical shape, the stronger the effect (Figure 2). This is due to the different amounts of space required by rotating particles of different shape. The result can be disturbance or even blockage of uniform flow, for example in spray-coating processes.
References
- Pahl, M., Gleissle, W., Laun, H.M.: Praktische Rheologie für Kunststoffe und Elastomere. VDI, Düsseldorf, 1995
LVE Range
The term linear viscoelastic range derives from the proportionality of preset and measured parameters (e.g. shear strain and shear stress). In a diagram, e.g. the G’-curve occurs as a straight line.
References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.
Methods and devices for controlling the temperature
The temperature gradient in the test chamber surrounding the sample should be as small as possible. There are different methods and devices available for controlling the temperature:
Peltier elements
The Peltier effect is a thermoelectric effect. The junction between two suitable materials that are joined as layers (for example, specific metals or semiconductors) is heated or cooled, depending on the applied voltage and the direction of current. The advantage of this method is that both high heating rates and high cooling rates can be achieved. Added to that, the size of these devices is comparably small and the investment and operating costs are relatively low. The available temperature range is usually between -40 °C and +200 °C. There are two types of systems; one featuring a “passive hood” without temperature control and the other one with a so-called “active hood”, where the temperature can be controlled. With these hoods, the temperature gradient is minimal. In order to achieve precise measuring results, such hoods should be used whenever the measuring temperature differs by more than 10 °C from ambient temperature.
Liquid-bath temperature control
This kind of temperature control often uses water or thermo-oil-controlled thermostats; for example, for measurements that are carried out between -40 °C and +200 °C. The disadvantages are low heating and cooling rates and sometimes inconvenient handling of liquids in the laboratory.
Electric heating
This method is suitable for measurements carried out at high heating rates or at constant high temperature, for example between +30 °C and +400 °C.
Convection heating or cooling
The temperature is controlled by using an inert gas such as nitrogen; for example for tests at temperatures between -150 °C and +600 °C. Special measuring devices and furnaces are available for testing samples such as glass, salt, and metal melts at temperatures of up to 1000 °C, and for geological tests on volcanic rocks such as basalt, even up to 1800 °C.
Rheology applications
In quality control the structure of products plays a vital role: In the personal care industry, the application behavior and long-term stability of creams is an important parameter. The same applies to lotions for pharmaceutical applications, for instance. In the food industry, the flow behavior of sauces, like ketchup, is also closely monitored. This article discusses the determination of these parameters in different industries using rheology.
Rheology in the personal care industry
The rheological properties of creams and lotions are largely influenced by the ingredients and by the manufacturing process. Whether the consumer perceives the product as being pleasant must first be investigated in sensory tests, directly on the skin [1, 4]. As soon as the ideal consistency of a cream has been found, this consistency needs to be determined quantitatively and documented in order to use this as a reference for later products. This requires parameters such as structure or spreadability, which can be measured in rotational and oscillatory tests with rheometers.
Evaluating the structure with rheology
The structure is an important parameter for the evaluation of the skin cream’s behavior when it is extracted (e.g. pressed out of a tube) and for the skin feel [3]. The structure is also significant for processing and when planning the production plant. The structural strength of a sample can be determined with an oscillation measurement in the form of an amplitude sweep. Whereas the parameter G′ (storage modulus) describes the elastic behavior of a sample, G″ (loss modulus) represents the viscous portion. If G′ is above G″ in the linear viscoelastic range* (LVE range, see fig. 1), the sample shows gel-like behavior at the preset frequency. This means that the sample will only start to flow when influenced by additional external forces.
Figure 1 shows two measurements on a lotion and a skin cream. The measurement reflects what can be felt immediately: The cream has a higher structural strength. The measurement shows that the values for storage and loss modulus of the lotion are clearly lower than the values for the cream (see table 1). It is surprising that even lotions – which seem quite fluid – show gel-like behavior. This is an intended property as the product should be easily applicable on the skin and not drip off.

*The linear viscoelastic range describes the part of the measuring curve in an oscillatory measurement in which the structure of the sample is not destroyed. This means that the sample does not change during the measurement and G′ and G″ remain constant.
The yield point τf is an appropriate parameter to evaluate the structural strength. The structural strength correlates with the force that is required to be applied on the sample to make it flow. The evaluation is done via the cross-over point of G′ andG″ versus shear stress τ.
The results show that the samples can be clearly differentiated and in this way their applicative behavior can be predicted. In practice it has proved useful to have good and known samples as reference measurements.

Evaluating the spreadability
The flow behavior of creams can be evaluated using viscosity measurements. Thereby it is assumed that the sample can be spread easier at a low viscosity value [1, 2].
Cosmetic creams and lotions generally show shear-thinning behavior. This means that the viscosity is not a constant value, but depends on the shear intensity. This correlation is described using the shear rate. How strong the shear is during spreading depends on the sample and application. A sun cream, for example, is applied more quickly and with more force than an ointment used on wounds and in this way the sun cream is exposed to considerably higher shear rates.
Figure 2 shows the viscosity curve of the above-mentioned samples. Both samples were measured at 37 °C to simulate their behavior on skin. The viscosity values of the skin cream are higher during the whole measuring process. At the beginning, at lower shear rates, the difference is quite clear but it decreases with increasing shear rates (see table 1). It can therefore be expected that the difference in spreadability of the cream and lotion decreases with increasing shear stress.

Rheology in the pharmaceutical industry
Some widely used rheological tests in the pharmaceutical industry are:
- Flow and viscosity curves
- Flow or yield point determination
- Measurement of the structural regeneration, also called “thixotropy“ testing
- Determination of the temperature-dependent behavior
- Temperature swing test
These measuring methods are useful for optimizing the manufacturing process (homogenizing, pumping, filling etc.), the long-term stability of the dispersion, and also the subsequent end-use of all kinds of gels, creams, and lotions.A viscosity curve for sunscreen, for instance, means that the viscosity is determined under different shear conditions with one test. One condition would be at rest (at low shear rates for simulating the behavior in the tube); another would be at high shear rates (for simulating the behavior when shaking the tube or during stirring or pumping in the production process).
The flow or yield point determination is important for finding out how much force is needed to squeeze the sunscreen out of its tube. This can also be tested by the rheometer quickly, reliably, and easily under different conditions. Sunscreen should be easy to squeeze out of its tube, regardless of the temperature.

Rheology in the food industry
Flow behavior plays a vital role in the food industry. Classic examples are sauces. Typically ketchup mainly consists of tomatoes, vinegar, salt, and a number of different herbs. During the manufacturing process the ketchup should be easy to mix and easy to fill into bottles. Consumers expect ketchup to flow easily out of the bottle but to not run off the food or the plate once out of the bottle.
Also here it is the yield point which is responsible for the behavior of ketchup when we squeeze the bottle and ketchup flows out. It is assumed that the ketchup is in a solid state until the yield point is reached and then it begins to flow. As soon as the pressure in the bottle drops, the ketchup returns to its previous solid state and remains in the bottle.
Step test
To simulate the flow behavior and regeneration behavior after squeezing out the ketchup a rheological test called a step test is used. This test has three phases. The first test phase describes the behavior at rest. The second phase shows the structural decomposition and the third phase describes the structural regeneration.
Depending on requirements the step test can be carried out with a ball-bearing rheometer as a rotational test with set shear rate or with a more sensitive air-bearing rheometer carried out as an oscillatory test with set deformation and angular frequency.
In rotational tests a constant and very low shear load is set in the first test interval (behavior at rest) and third interval (regeneration). In the second interval (shear load) a constant high shear load is applied in order to simulate the shearing process which occurs when the ketchup is squeezed out of the bottle or filled into the bottle.

After shear load, Ketchup 1 clearly shows a complete structural regeneration quicker than Ketchup 2, despite Ketchup 1 having a lower viscosity in the second phase. Ketchup 2 shows a considerably slower structural regeneration, which is not yet complete even after the end of the measurement duration of 600 s.
In oscillatory tests the first and third phases have a constant set angular frequency and a consistent deformation within the linear viscoelastic range. The second interval is carried out with rotation at a constant shear rate in order to simulate the shearing process.

Despite its high viscosity at rest, Ketchup 1 has a lower viscosity under shearing (pouring out of the bottle) than Ketchup 2. The structural regeneration of Ketchup 1 takes longer than the time required by Ketchup 2. This means that Ketchup 1 has a longer time to flow which results in a layer thickness which is thinner than that of Ketchup 2.
The step test in rotation or oscillation used on a quickly adjusting MCR rheometer with a highly dynamic measuring drive provides the capability to determine the time-dependent structural regeneration of ketchup. Anton Paar’s rheometers MCR 72 and MCR 92 provide a high accuracy combined with simple operation.
Conclusion
Rheology enables evaluations of the behavior of products throughout the industries. The best choice for these investigations is a rheometer which provides both rotational and oscillatory measurements. With these kinds of measuring devices, samples for both quality control and research can be tested and evaluated within a short time.
Rheology Literature
- Yao, M.L. and J.C. Patel, 2001, Rheological characterization of body lotions, Appl. Rheol. 11, 83-88.
- Min-Sun Kwak, Hye-Jin Ahn and Ki-Won Song, Rheological investigation of body cream and body lotion in actual application conditions, Korea-Australia Rheology Journal, 27(3), 241-251 (August 2015)
- Brummer, R. and S. Godersky, 1999, Rheological studies to objectify sensations occurring when cosmetic emulsions are applied to the skin, Colloids Surf. A 152, 89-94.
- Moravkova, T. and P. Stern, 2011, Rheological and textural properties of cosmetic emulsions, Appl. Rheol. 21, 35200
Structural Decomposition and Regeneration
A structural change or transition due to a mechanical load. It is a time-dependent behavior and means reduction of the structural strength during a shear load phase and a more or less rapid structural regeneration during the subsequent period of rest (see also thixotropy).
References
- MEZGER, Thomas G.: The Rheology Handbook. Vincentz Network, Hanover. 2014 (4th edition)
- MEZGER, Thomas G.: Applied Rheology - with Joe Flow on Rheology Road. Anton Paar, Graz. 2019 (6th edition)
Structural Strength
Describes the "rigidity" of a sample at rest.
References
- MEZGER, Thomas G.: The Rheology Handbook. Vincentz Network, Hanover. 2014 (4th edition)
- MEZGER, Thomas G.: Applied Rheology - with Joe Flow on Rheology Road. Anton Paar, Graz. 2019 (6th edition)
Temperature-dependent flow behavior
Viscosity values always depend on the measuring temperature. In almost all cases, viscosity decreases if the sample is heated. Highly viscous materials usually show greater temperature dependence compared to low-viscosity materials.
References
- MEZGER, Thomas G.: The Rheology Handbook. Vincentz Network, Hanover. 2014 (4th edition)
- MEZGER, Thomas G.: Applied Rheology - with Joe Flow on Rheology Road. Anton Paar, Graz. 2019 (6th edition)
Temperature-dependent behavior with gel formation or curing

Typical tests in this field are aimed at investigating the behavior during gel formation or chemical curing when a sample is heated. This measurement is carried out under constant shear conditions, either as a controlled-shear-rate (CSR) test or a controlled-shear-stress (CSS) test. In most cases, CSR tests are preferred. One disadvantage of CSS tests is that, with increasing viscosity, the resulting rotational speed will decrease continuously. This would result in the deformation velocity no longer being constant. However, the latter is a decisive parameter for the comparability of the effects that shearing has on the behavior of a sample.
In addition, a defined temperature profile is preset, for example with a time-dependent temperature gradient of 1 °C/min. For these tests, it is recommended that disposable measuring systems consisting of a disposable plate and a disposable dish for single use are selected. In most cases, after the curing process, both parts of the PP system will stick together firmly and cannot be separated or cleaned without substantial effort.
Evaluation is carried out using a temperature-dependent viscosity curve (Figure 1). The focus is predominantly on the evaluation of the temperature at minimum viscosity and the viscosity value at this point. If the minimum viscosity is too high, the sample might not level as well as desired; if it is too low, problems such as edge failure of the coating may occur.
Please note: It is, in principle, not possible to evaluate an entire hardening or curing process with a rotational test because the viscosity will eventually approach infinity. Therefore, oscillatory tests are recommended for the evaluation of gel formation and curing processes because, with such tests, materials can be examined in their solid state as well.
Time-dependent behavior with gel formation or curing

This test is performed under constant shear conditions either at a constant shear rate or at a constant shear stress. In most cases, tests with controlled shear rate are preferred. One disadvantage of controlled-shear-stress tests is that, with the increase in viscosity, the resulting rotational speed will continuously decrease. This would result in the deformation velocity no longer being constant.
However, the latter is a decisive parameter for comparing the effects of shearing on the behavior of a sample. The measuring temperature is kept constant, thus providing for isothermal conditions. It is recommended that disposable measuring systems consisting of a disposable plate and a disposable dish for single use are selected. In most cases, after curing, the two parts of the PP measuring system will stick together firmly, unable to be separated or cleaned without substantial effort. The result is usually evaluated as a time-dependent viscosity function (Figure 1).
Two time-points are of relevance here: the starting time tS at the beginning of the curve slope indicating the start of gel formation or a chemical curing reaction, and the time tV when a previously defined high-viscosity value has been reached.
However, with rotational tests, it is not possible to reliably provide an answer to the questions as to when a sample becomes solid and when the sample has been cured completely. This means that the entire curing process cannot be evaluated because at one point the cured mass is no longer able to flow and becomes solid. If the maximum torque of the rheometer has been exceeded, the rheometer can no longer control the preset rotational speed or shear rate. As a consequence, the speed will continuously decrease and the viscosity will approach infinity.
This is because the viscosity value is defined by the law of viscosity, stating viscosity as the shear stress divided by the shear rate. In the case of curing, the shear rate would finally reach zero. This also means that the law of viscosity would not be applicable here.
Our recommendation: Oscillatory tests are preferred over rotational tests for evaluating gel formation and curing processes because, with oscillatory tests, materials can be examined in their solid state as well.
Tribology
The science of friction, sliding and wear behavior of materials. This science is concerned with the effects of friction between non-lubricated, dry or lubricated material partners. Tribological measuring parameters are highly dependent on the temperature.
References
- MEZGER, Thomas: The Rheology Handbook, 3rd revised edition. Hanover: Vincentz Network, 2011
- MEZGER, Thomas: Angewandte Rheologie: Mit Joe Flow auf der Rheologie Straße, 1. Auflage Juli 2014. Anton Paar GmbH, Österreich.