Powder rheology
Powders are used in many industries as raw material, intermediate or final products. But working with powders can be difficult, as their behavior is influenced by a large variety of different parameters. Powder behavior can change during manufacturing due to changes in the powder or in ambient conditions. Therefore, proper control is crucial to ensure smooth powder processing.
The descriptive umbrella term powder rheology combines different methods to analyze powders regarding their properties and characteristics, like powder flow, compressibility, permeability, and many more. This article explains how powders and granular media are classified and how they can be characterized. The term powder will be used synonymously for powder, bulk solids, and granular media.
Background
Powder Rheology is the study of the properties and characteristics of powders and granular media with advanced test methods similar to those in rheology where flow in liquids and soft matter are studied. Sometimes the term is used for annular shear cells, but recently other methods using modern air-bearing rheometers have been developed.(1; 2; 3) Occasionally the term powder rheology is also used for empirical methods like flowability analysis by tapping powders (i.e. Carr Index and Hausner Ratio).

Cement is mainly a mix of calcium, silica, and aluminum and is used in concrete and mortar.
Powder rheology can be applied in many different applications and industries. For example, it can be used for quality control in the pharmaceutical or food industry. Another example is the use to ensure proper processing of building materials like cement and gypsum. The combination of multiple methods can be used as a quality control scheme, as proposed, for example, for powder coatings.(4) It can also be used in additive manufacturing to predict a powder’s behavior during build jobs, ensuring high quality and reduced cost by quality control of the recycling steps.
Metal and polymer powders are often used in additive manufacturing.
Scope
Powder rheology is a phenomenological approach which takes into account internal and external influences (see chapter 1.4) to characterize powder behavior in specific applications. To this extent it combines the approaches from the engineering side (bulk solid handling) with the condensed matter approach of granular physics.
Classification of powders
There are two ways to classify powders, either by their properties or by their characteristic behavior.
Classification by properties
The classification by properties (or product variables) only looks into the parameters of powders without regarding how they influence the behavior of a product during processing, handling, or storage.
Among the usually measured properties are:
- Size and size distribution (e.g. by laser diffraction)
- Composition of mixtures
- Morphology
- Pore size
- Surface area
Classification by behavior
Powders can also be classified regarding their behavior. Usually each type of behavior is influenced by many different powder parameters. For example, the flowability of a powder will depend (among others) on particle size, size distribution, and humidity. Commonly studied characteristics include fluidizability, flowability, or compressibility:
Fluidizability according to Geldart (5)
Derek Geldart published a ground-breaking study in which he classified powders regarding their fluidization behavior. For this, he looked at the relation between the particle size and the difference between the particle density and the density of the fluidizing gas. Accordingly, powders can be classified into four groups (A to D, see figure below) of different behaviors. Group A describes aeratable powders which can be fluidized easily, for example aluminum. Group B is described as sand-like which can be fluidized, but not as easily as group A. Cohesive powders fall into group C and if at all are very difficult to fluidize (e.g. flour). The powders in group D are described as spoutable and are also rather difficult to fluidize, usually high gas velocities are necessary. An example of a group D powder is rice.
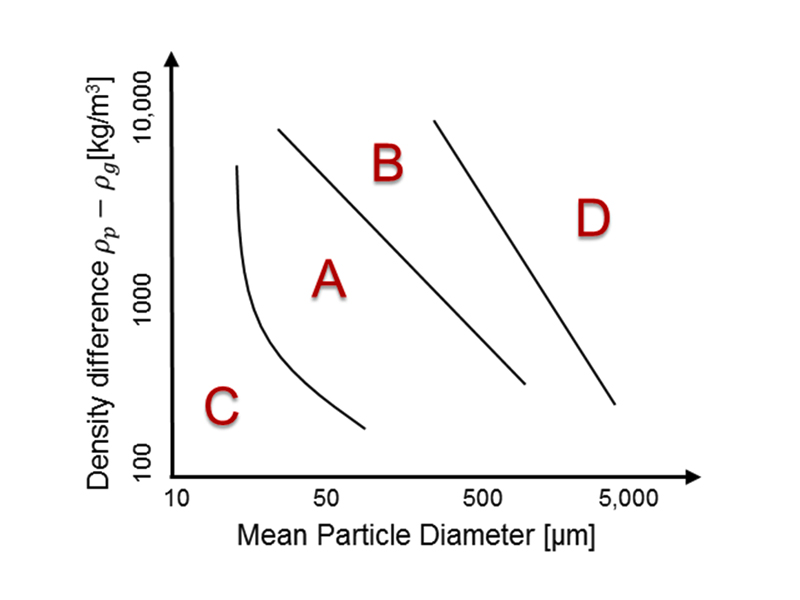
Classification of powders according to Geldart (1973)
Flowability
Understanding flowability can be crucial in any step of powder processing and handling. Depending on the condition the powder is in, this can be studied with consolidated (compacted) powders, or for freely settled (aerated) powders. The flowability of consolidated and cohesive powders is usually studied with Warren Spring cohesion measurements or with a shear cell, e.g. for the design of silos and hoppers. Such a measurement is displayed below. This can also be used to study caking or the influence of humidity.
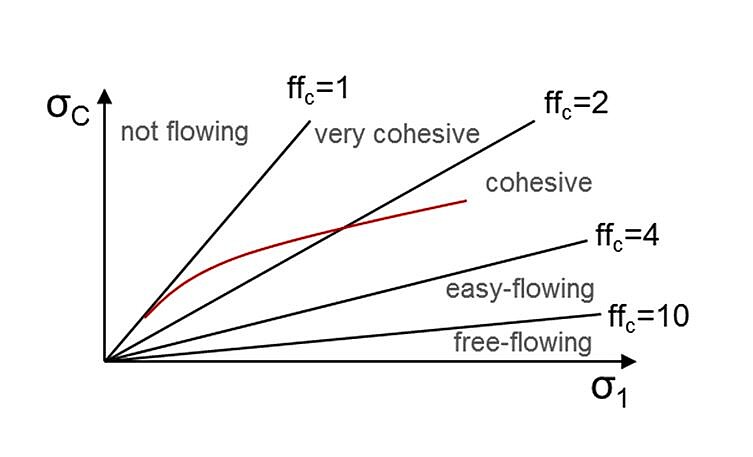
Flowability (ffc) in dependence of consolidation stress (σ1). σC denotes the unconfined yield stress.
Flowability of unconsolidated and non-cohesive powders can be measured by looking at their cohesion strength. These simple and fast measurements rely on the fluidization of the powders to remove residual tensions, allowing for high reproducibility. As these measurements are very sensitive, they can be used to detect even small changes in powders.
Compressibility (Carr Index, Hausner Ratio)
The flowability of powders can also be estimated by studying the compressibility. Typically this is done by filling the sample into a glass tube and tapping it repeatedly. The volume before and after tapping is put into relation, giving the Carr Index:
$$C = 100 ⋅ \frac{V_B - V_T}{V_B}$$
C: Carr Index
VB: Volume when let settle freely
VT: Volume after tapping or consolidation
The Carr Index is an indicator for a powder’s flowability – under 10 a powder should show "excellent flow character", whereas with an Index above 38 it will show "very, very poor flowability".
Influences on powder behavior
Powder behavior is influenced by a multitude of internal and external influences.
Internal influences
Internal influences include all powder properties, such as:
- Particle size
- Size distribution
- Shape
- Surface texture, surface area, surface porosity
- Density
- Packing behavior
External influences
The eternal influences include the ambient conditions and other factors, which can occur during processing and handling:
- Humidity (e.g. ambient conditions, wetting processes)
- Temperature (e.g. ambient conditions, drying processes)
- Air pressure (depending on the altitude, working under inert high-pressure atmosphere)
- Gas flow rate through powder (e.g. during pneumatic transport, in a fluidized bed reactor)
- Applied consolidation (e.g. in hoppers/silos, during compaction processes)
Methods
A large range of methods exists in powder rheology, allowing a complete analysis of powders in conditions close to the real-life application. The methods listed here are only explained in brief terms. For more details please have a look at the application report "Methods for Powder and Granular Media Characterization with the Anton Paar Powder Cell".
Attention: When working with powders it is crucial to consider work safety as the inhalation of small particles can cause serious harm.
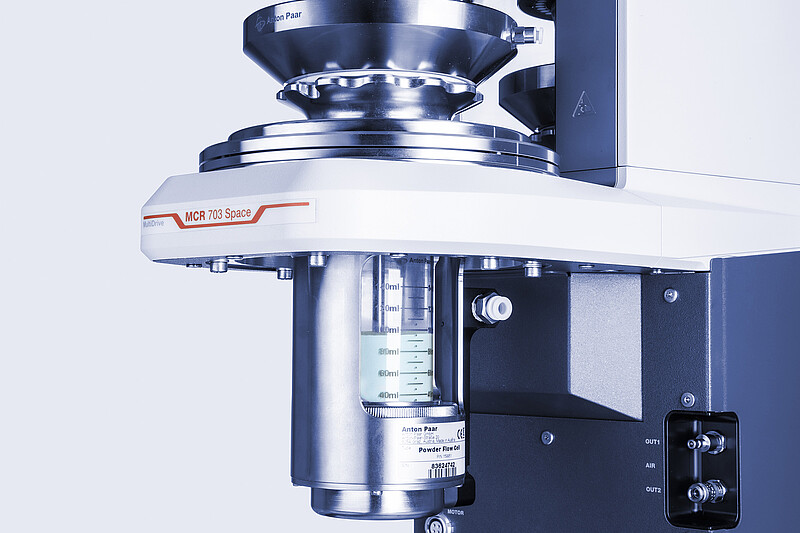
Anton Paar rheometer equipped with a powder cell
Cohesion
Cohesion strength
The Cohesion strength describes the internal resistance of the powder to flow and is thereby a measure of powder flowability. It can be measured for fluidizable powders by first fluidizing the sample and then stirring it with a two-blade stirrer while recording the torque in an air-bearing rheometer. The theoretical background of this measurement is based on the Mohr-Coulomb theory on stresses in powder beds. This method can be used to detect small changes in powders, for example to detect humidity differences or size changes which impact the flowability. It can also be used to study the drying of moist samples, to determine segregation, or to measure the destruction of agglomerates by fluidization or mechanical agitation.
Warren Spring cohesion
When powders can’t be fluidized or are generally in a consolidated state (as they are in a silo) Warren Spring cohesion is an ideal method for the determination of flowability. This measurement can be carried out in a rheometer by first uniaxially consolidating the sample. Then a vaned paddle is used to penetrate the powder surface and shear it. The resulting maximum shear stress at “failure” (i.e. where the powder starts to flow) is used to calculate the Warren Spring cohesion. Additionally, it detects changes in formulation by first consolidating and then shearing the powders. This method can also be used to study time consolidation behavior (i.e. caking) of powders and to measure the influence of humidity on the cohesion.
Shear cell
Torsional (rotational) and translational shear cells allow the analysis of cohesive powders and are very often used for silo and hopper design. Torsional shear cells have the advantage of obtaining results much faster than translational shear cells, as the displacement during shearing is not limited. Therefore, the sample does not have to be replaced after each single measurement point. Torsional shear cells are subdivided into full disc and annular shear cells, whereby in comparison the shear conditions for full disc shear cells are poorly controlled over the radius of the cell (zero shear in the center, maximum shear at the outer radius). The measurements are carried out by consolidating the powders to a certain normal stress and then shearing them until “steady-state flow” is reached. Then the normal stress is reduced and the powder is sheared until failure, i.e. until the powder bed breaks and the powder starts to flow. The resulting value pairs of shear stress and normal stress can be then used to design a Mohr-Coulomb diagram, which allows the determination of many powder properties, like the flow function ffc or the angle of internal friction. Despite the reproducibility being relatively strongly dependent on the operator, they are very often used for flowability and time consolidation measurements of powders.
Wall friction
Wall friction is the measurement of the friction between a powder and a solid body. It can be measured by compressing a sample at a controlled normal stress with a disc and rotating this disc. This can be done, for example, in a rheometer, a shear cell, or specifically designed devices. The measured torque allows the calculation of the friction coefficient between the disc material and the powder. This method can also be used to calculate the wall friction angle, which is essential for silo and hopper design, as it can be used to choose the right hopper half angle in order to achieve mass or core flow during discharge.
Compressibility
Compressibility is the relative volume change a powder undergoes when a pressure is applied. This can be measured by consolidating the powder with a compression stamp with a controlled normal stress. The analysis of the powders’ bulk density and how it changes can be used, for example, to optimize silos. It also allows the calculation of the Carr Index in dependence of the applied normal stress.
Pressure drop
Granular media can be fluidized by introducing an air flow through the medium. Fluidized particulate substances show behavior strikingly similar to fluids. The pressure drop method can be carried out on pressure drop devices, but also on rheometers equipped with a mass flow controller and a pressure sensor. The air flow through the powder bed is controlled and continuously increased. While remaining unfluidized the pressure will increase continuously until the point of incipient fluidization, where an overshoot in the pressure signal will take place. At the air flow of full fluidization, the pressure will become constant. The pressure drop method therefore enables the measurement of fluidization parameters such as which gas flow is necessary for incipient fluidization and full fluidization of powders.
Close-up of the powder cell in a rheometer during measurement
Air-retention/deaeration
The deaeration behavior of a powder displays how a powder holds air after fluidization. It is often also called air-retention capacity and depends, among others, on the particle size and particle morphology. In a rheometer equipped with a powder cell, the air-retention is measured by first fluidizing the powder bed by introducing an air flow from the bottom of the powder bed. Then the air flow is shut off and the pressure is measured. The time the powder takes to settle can be determined from the pressure behavior, i.e. when the pressure remains constant. The gained information can be used, for example, when designing or optimizing pneumatic conveying systems or during filling and packing processes of powders.
Permeability
Permeability is the resistance of a powder bed towards an air flow passing through. In a rheometer it can be determined by measuring the pressure difference when passing an air stream through the powder. The pressure difference is then used in Darcy’s law to calculate the permeability. These measurements are useful for aerosolization, tableting, dissolvement, and filling processes.
Tensile strength
Measuring the tensile strength of powders can be done in unconsolidated and consolidated state with a direct and indirect method. On the one hand, the direct method relies on the measurement of the normal force necessary to separate powder particles from each other. On the other hand, as an indirect test a fluidization test (e.g. Sevilla tester) can be used to fluidize the sample, the resulting pressure curve can be used to retrieve the tensile strength. Both methods can be carried out in a rheometer equipped with a powder cell, as for the first method a very sensitive normal force sensor is required, and the second method relies on a controlled gas flow and pressure detection.
Conclusion
Powder rheology offers many different methods to analyze powders and their behavior in conditions close to processing and handling conditions. In R&D it can be used, for example, to understand how manufacturing and handling processes influence powder properties and behavior as well as to study fundamental particle mechanics. It is also ideal for quality control. There it can be used for simple and fast measurements, but it also allows running full diagnostics to find the cause of issues in case of problems during processing.
Find more information about methods here.
For more information about Anton Paar Powder rheology, see Powder Rheology.
References
- Klausner, J. F., Chen, R. and Mei, R. (2000). Experimental investigation of cohesive powder rheology. Powder Technology. Vol. 112. Gainesville: Elsevier, pp. 94–101.
- Schulze, D. (2008). Powders and Bulk Solids. Wolfsburg: Springer.
- Salehi, H., Barletta, D., Poletto, M. Schütz, D. and Romirer, R. (2017). On the use of a powder rheometer to characterize the powder flowability at low consolidation with torque resistances. Particle Technology and Fluidization. Vol. 63, 11. pp. 4788–4798.
- Schütz, D., Riedl, E., Romirer, R., Hartmann, K. and Sack, O. (2018). A multi-method approach to quality controlillustrated on the industrial powder coating process. Chemical Engineering Research and Design. Vol. I39. pp. 136–143.
- Geldart, D. (1975). Types of Gas Fluidization. Powder Technology. Vol. 7, 5. Bradford: Elsevier, pp. 285–292.