Comment mesurer la viscosité
Les principes introduits dans cette section représentent un échantillon allant des méthodes traditionnelles aux méthodes techniquement avancées.
Capillaires gravimétriques et tasses d'écoulement
Fidèles à leur nom, les capillaires gravimétriques – ainsi que les tasses de débit – s'appuient sur la force gravitationnelle comme moteur. La quantité résultante est la viscosité cinématique. Les tasses d'écoulement ou d'efflux et les capillaires gravimétriques ne doivent être utilisés que pour mesurer la viscosité des liquides idéalement visqueux.[1]
Comment fonctionne le principe de débit gravimétrique
Prenez un capillaire avec des dimensions précisément spécifiées (diamètre intérieur, longueur) et une distance également précise donnée par deux marques. Laissez une quantité connue de liquide s'écouler à travers ce capillaire et mesurez le temps que le niveau du liquide met pour parcourir d'un repère à l'autre. Le temps mesuré est un indicateur de viscosité (en raison de la vitesse d'écoulement dépendant de cette quantité). Pour obtenir la viscosité cinématique (v = ny), multipliez le temps d'écoulement mesuré (tf) par la soi-disant constante capillaire (KC). Cette constante doit être déterminée pour chaque capillaire en calibrant le capillaire, c'est-à-dire en mesurant un liquide de référence de viscosité connue.
$$v = K _{C} {\cdot} t _{f}$$
Équation 1: Le temps d'écoulement de l'échantillon multiplié par la constante capillaire gravimétrique donne la viscosité cinématique.
Le temps d'écoulement ne doit pas descendre en dessous d'un minimum spécifié, sinon l'écoulement à l'intérieur du capillaire ne sera plus laminaire. Si un gobelet à écoulement est utilisé, le principe fonctionne comme décrit ci-dessus, mais au lieu de dimensions capillaires exactes, le volume du gobelet et son capillaire de sortie doivent être définis avec précision. En règle générale, les équations pour obtenir la viscosité à partir du temps d'écoulement sont déterminées empiriquement pour chaque tasse par le biais de tests d'étalonnage avec des normes de référence de viscosité.
Sa simplicité est la principale force de ce principe et aussi la raison pour laquelle il apparaît dans de nombreuses normes et pratiques normalisées. La gravité en tant que force est présente partout sur terre, gratuitement. Il ne nécessite pas d'équipement technique supplémentaire ni d'entretien. D'autre part, vous ne pouvez pas altérer la gravité en tant que force motrice. Un inconvénient est qu'il n'est pas assez solide pour tester des substances à haute viscosité. Un autre inconvénient est que vous avez besoin de plusieurs capillaires pour couvrir une large gamme de viscosité : En raison de la force motrice constante, vous devez varier les dimensions des capillaires. Par exemple, chaque capillaire Ubbelohde convient pour une plage définie par sa viscosité minimale multipliée par un facteur 5 (par ex. 0B : 1 mm²/s à 5 mm²/s). Seize capillaires couvrent une plage de mesure totale de 0,3 mm²/s à 100 000 mm²/s. La figure 2 montre un capillaire Ubbelohde.

Types de capillaires en verre disponibles
En général, les capillaires gravimétriques sont en verre. Ils sont divisés en modèles à flux direct ou à flux inversé.
Les capillaires à flux direct possèdent un réservoir d'échantillon situé sous les marques de distance, tandis que dans les types à flux inverse, le réservoir est placé au-dessus. Cette construction permet aux utilisateurs de mesurer même des fluides opaques. Certains tubes à flux inverse sont équipés de trois marques de mesure. Par conséquent, vous obtenez deux temps d'écoulement, ce qui vous donne également la déterminabilité.
Représentants typiques des capillaires en verre

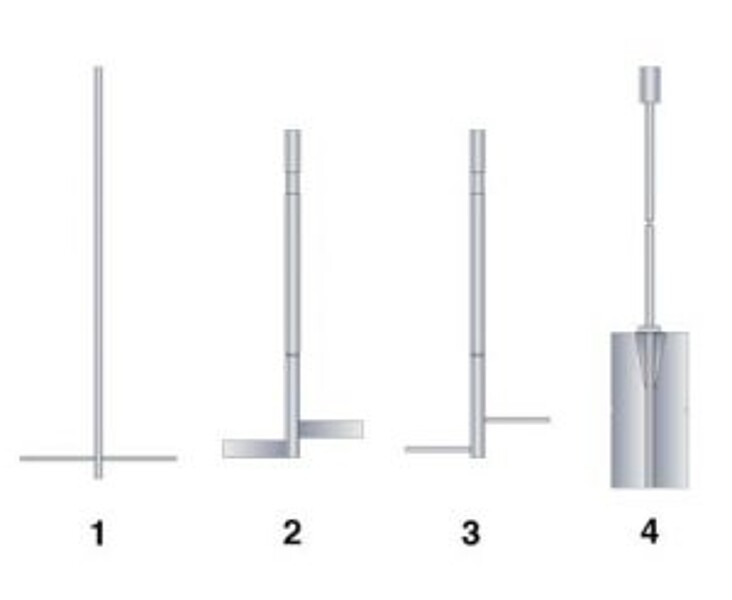
Figure 2 : Types établis de capillaires en verre:
- Capillaire d'Ostwald (nommé d'après Wilhelm Ostwald, 1853 – 1932, chimiste allemand[2])
- Capillaire d'Ubbelohde (nommé d'après Leo Ubbelohde, 1877 – 1964, chimiste allemand[3])
- Capillaire Cannon-Fenske (un capillaire d'Ostwald modifié, conçu par le Dr Michael R. Cannon, scientifique, inventeur et éducateur américain, et Merrell Robert Fenske, 1904 – 1971[4]
- Capillaire Houillon (La norme ASTM D7279 décrit la mesure utilisant ce type de capillaire)
Capillaires gravimétriques manuels
Avec des viscosimètres capillaires en verre traditionnels, le temps d'écoulement est pris manuellement à l'aide d'un chronomètre, ce qui exige une concentration totale et un travail précis de l'opérateur. De plus, des bains thermostatiques fiables ainsi que des liquides de bain appropriés sont nécessaires.
Viscosimètre capillaire gravimétrique automatique
Pour économiser du temps de travail et des ressources matérielles, des variétés automatiques de viscosimètres capillaires gravimétriques ont été développées. Les modèles les plus avancés se remplissent, mesurent, nettoient et sèchent automatiquement. De plus, la performance automatique exclut les erreurs humaines, telles que les erreurs de lecture. La plus grande partie des viscosimètres capillaires automatiques dispose de capillaires spéciaux fonctionnant avec un volume de mesure inférieur à celui des types originaux, ou couvrant une plage de viscosité étendue. Ces capillaires ne sont pas conformes aux normes d'origine, mais offrent une précision comparable.
De tels viscosimètres automatiques utilisent principalement des bains liquides, parfois combinés avec un système thermoélectrique, pour le contrôle de la température.
Types de gobelets à écoulement
Les gobelets d'écoulement sont utilisés pour tester toutes sortes de revêtements, mais aussi des suspensions céramiques, des fluides de forage, et même du bitume chaud. Selon l'application spécifique, un gobelet d'écoulement différent est utilisé.[5]

Figure 3 : Certains types de gobelets à écoulement.[5]
- ISO 2431
- DIN 53211
- Ford
- Dent
- Engler
- Shell
Viscomètres capillaires sous pression
En dehors des viscosimètres capillaires entraînés par la gravité, il existe également des dispositifs sous pression en usage. Nous distinguons trois façons d'appliquer une pression : en utilisant un poids, un moteur ou une pression de gaz.[6]
Viscomètres capillaires utilisant un poids
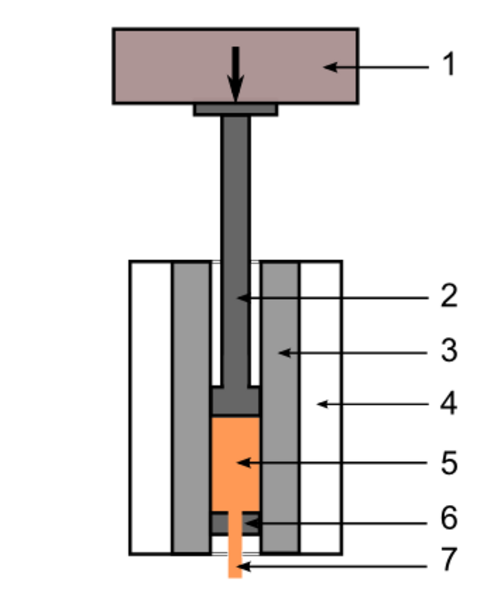
<li>Piston en acier</li>
<li>Cylindre en acier</li>
<li>Chauffage et isolation</li>
<li>Polymères fondus</li>
<li>Die</li>
<li>Extrudat</li></ol>
Ce type d'instrument joue un rôle majeur dans la vérification des fusions de polymères. L'appareil renvoie le MFR (débit massique de fusion) en [g/10 minutes] ou le MVR (débit volumique de fusion) en [cm³/10 minutes]. Ces paramètres aident à évaluer la qualité de la fusion et à prédire son comportement lors de son traitement. Par conséquent, un tel instrument est également nommé testeur MFR ou MVR.[6] Comment fonctionne la pressurisation par poids Un poids défini au-dessus d'un piston est tiré vers le bas par la gravité. Le piston en acier glisse à l'intérieur d'un cylindre en acier vertical, qui contient l'échantillon. L'échantillon doit ensuite passer à travers un moule d'extrusion (c'est-à-dire capillaire) au fond du cylindre. L'ISO 1133 précise les dimensions du cylindre, du piston et du moule ainsi que les pièces de poids approuvées. Dans de tels dispositifs, l'échantillon de polymère est exposé à des contraintes de cisaillement moyennes (de 3 kPa à 200 kPa) et à des taux de cisaillement moyens (de 2 s-1 à 200 s-1).[6]
Viscomètres capillaires à haute pression avec entraînement électrique
Un tel viscosimètre fonctionne de la même manière qu'un instrument à poids (voir la section ci-dessus). Cependant, le poids est remplacé par un moteur entraînant, qui réalise des valeurs de contrainte de cisaillement élevées (jusqu'à 900 kPa) et des taux de cisaillement moyens à élevés (environ 1.500 s-1). Les applications typiques sont des substances hautement visqueuses, telles que des fondants polymères, ainsi que des plastisols PVC, des graisses, des mastics, des adhésifs et des masses céramiques.[6]Viscomètres capillaires utilisant un poids
Ces dispositifs disposent d'une capillaire en verre ou en acier de diamètre intérieur et de longueur exacts. Le diamètre intérieur se situe entre 0,2 mm et 1 mm, tandis que la longueur varie de 30 mm à 90 mm. Le gaz force l'échantillon à travers la capillaire à une pression prédéfinie. Cette méthode peut fonctionner dans une plage de taux de cisaillement allant jusqu'à 1.000.000 s-1. Les valeurs de contrainte de cisaillement, cependant, ne dépassent pas la plage moyenne (une valeur typique serait de 25 kPa). Les dimensions de la capillaire montrent que ce type d'appareil est conçu pour des substances de viscosité moyenne à faible : huiles minérales, revêtements de papier et dispersions, ainsi que pour des solutions polymères utilisées pour produire des fibres synthétiques sur des machines à filer.[6] L'échantillon en cours d'essai peut être en contact direct avec le gaz de propulsion, ou via une membrane flexible. Par exemple, de l'air comprimé ou un gaz inerte tel que l'azote technique est utilisé.[6]Types de viscosimètres à billes tombantes et à billes roulantes
Un viscosimètre à balle tombante / à balle roulante ne mesure pas le temps d'écoulement d'un liquide, mais le temps de roulage ou de chute d'une balle. La gravité agit comme la force motrice.
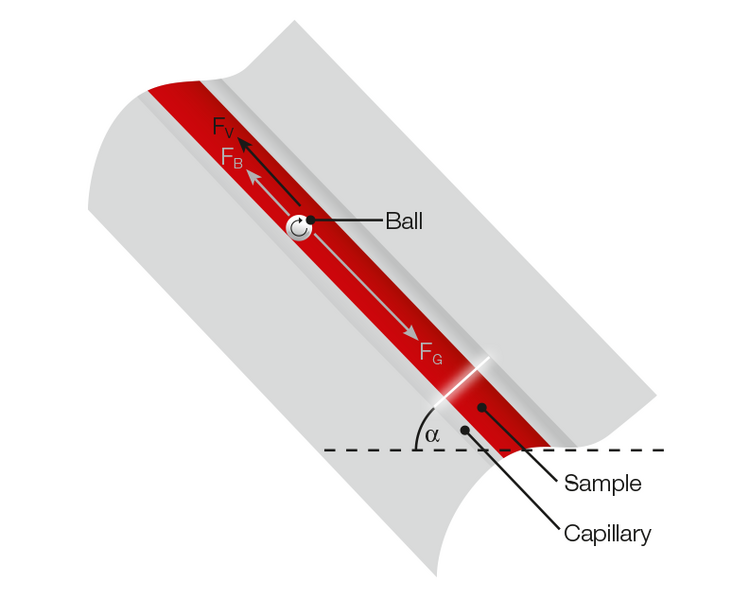
Comment fonctionne le principe de la balle roulante
Une boule de dimensions connues roule ou tombe à travers une capillaire fermée, qui contient le liquide échantillon. Un angle préréglé détermine l'inclinaison de la capillaire. Le temps qu'il faut à la balle pour descendre une distance définie dans le fluide est directement lié à la viscosité du fluide. L'angle d'inclinaison de la capillaire permet d'ajuster la force motrice. Un angle trop raide entraîne une vitesse trop élevée de la balle, ce qui conduit àdesconditions d'écoulement turbulentes et à des résultats erronés. D'autres forces que celles nommées ci-dessus sont négligeables, à condition qu'il y ait un écoulement laminaire. Une portion de la force gravitationnelle, qui dépend de l'angle, fait descendre la balle. En tant que forces opposées, la flottabilité à l'intérieur de l'échantillon et les forces visqueuses du liquide ralentissent la balle. Il s'ensuit que pour des angles d'inclinaison identiques, le temps de roulage augmente avec la viscosité de l'échantillon. Ces trois forces principales déterminent l'équation de viscosité :$$\eta = K \cdot (\rho_b - \rho_s) \cdot t_r$$
Équation 2 : Le temps de roulis de la balle multiplié par la différence de densité de la balle et de l'échantillon et la constante d'ajustement K donne la viscosité dynamique.
η ... viscosité dynamique [mPa, s]
K ... constante de proportionnalité [1]
ρb ... densité de la balle [g/cm3]
ρs ... densité de l'échantillon [g/cm3]
tr ... temps de roulement de la balle [s]
$$F_G = m \cdot g = \rho \cdot V \cdot g$$
La densité et les dimensions de la balle influencent la force gravitationnelle agissant sur la balle.
m ... masse [kg]
g ... accélération de la gravité [m/s2]
ρ ... densité [kg/m3]
La densité de la balle joue un rôle vital, car elle est incluse dans l'équation de la force gravitationnelle (voir Équation 3). En remplaçant la densité du liquide par la densité de la balle dans l'Équation 3, vous obtenez la flottabilité. Par conséquent, les deux valeurs de densité (ρb, ρs) sont nécessaires pour calculer la viscosité. La constante de proportionnalité (K) résulte d'un ajustement avec une norme de référence de viscosité.
Types de viscosimètres à billes tombantes et à billes roulantes
Les appareils fonctionnant à des angles d'inclinaison compris entre 10° et 80° sont généralement définis comme des viscosimètres à boule roulante. Si l'angle d'inclinaison dépasse 80°, l'instrument en question est un viscosimètre à bille tombante. Une exception à cette règle est le viscosimètre Hoeppler, un instrument à boule tombante qui indique un angle d'inclinaison de exactement 80°. Le principe de Hoeppler (Fritz Höppler, 1897 – 1955, chimiste allemand, qui a conçu ce viscosimètre à billes tombantes en 1933[7]) est conforme à la norme DIN 53015 et à la norme ISO 12058. Le contrôle de la température est réalisé via un thermostat à bain liquide, tandis qu'un opérateur effectue manuellement la mesure et le nettoyage. Certains appareils utilisent d'autres objets tombants que des balles, par exemple des tiges ou des aiguilles. Le principe original a également été modifié : Le soi-disant viscosimètre à bulle mesure le temps qu'il faut à une bulle d'air dans le fluide pour remonter. Le viscosimètre à piston oscillant de l'ASTM D7483 remplace la gravité comme force motrice par une force électromagnétique, qui tire un cylindre magnétique à travers le fluide.
Microviscosimètre à bille roulante
Le microviscomètre à billes roulantes met en œuvre un développement supplémentaire du principe de Hoeppler. Cet appareil remplace le tube tombant par des micro-capillaires considérablement plus petits, réduisant la quantité de volume d'échantillon requise. Selon la viscosité de l'échantillon, la quantité de remplissage peut être aussi basse que 100 µL. Des microcapillaires sont disponibles en verre ou en PCTFE, ce qui permet même de tester des fluides qui corrodent le verre. Les capteurs inductifs enregistrent le temps de roulage, tandis que le contrôle de température thermoélectrique et les angles d'inclinaison réglables améliorent la flexibilité de l'instrument. En général, un microviscomètre est le mieux adapté pour mesurer des liquides dans la plage de faible viscosité.
Viscosimètres rotatifs
Viscomètres rotatifs poussent la limite supérieure de la plage de mesure potentielle plus loin que les dispositifs basés sur la gravité. Ils utilisent un entraînement moteur, qui est significativement plus puissant que la force gravitationnelle de la terre. Par conséquent, ils sont adaptés à la mesure de substances plus visqueuses. La quantité résultante est la viscosité dynamique, parfois également appelée viscosité de cisaillement. Fondamentalement, un viscosimètre rotatif typique est une tasse contenant l'échantillon ; la tasse est associée à un bob de mesure dit qui est placé dans la substance à tester. Selon la partie qui est entraînée, il y a deux principes :
- le principe de Couette
- le principe de Searle
Comment fonctionnent les principes de rotation (Searle et Couette)
le principe de Searle
Le moteur entraîne le bob à l'intérieur de la tasse fixe. La vitesse de rotation du pendule est préréglée et produit un certain couple moteur nécessaire pour faire tourner le pendule de mesure. Ce couple doit surmonter les forces visqueuses de la substance testée et est donc une mesure de sa viscosité. Lors de l'essai de liquides à faible viscosité, une vitesse de rotation excessive pourrait provoquer un écoulement turbulent en raison des forces centrifuges et de l'inertie. La plupart des viscomètres rotatifs commerciaux intègrent ce principe, qui est nommé d'après G.F.C. Searle (George Frederick Charles Searle, 1864 – 1954, un physicien et enseignant britannique, qui a conçu un viscomètre rotatif avec un cylindre intérieur concentrique rotatif en 1912[8]).
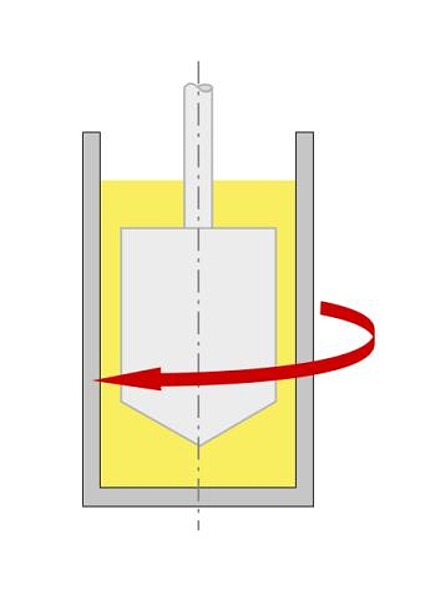
le principe de Couette
Le moteur entraîne la tasse tandis que le flotteur est stationnaire. Un tel système minimise le risque d'écoulement turbulent. Le point crucial dans cette configuration est la manière d'implémenter l'entraînement de la tasse : l'arbre d'entraînement doit être étanche aux liquides utilisés pour le contrôle de la température (le cas échéant). En raison de cette difficulté, il n'y a que peu d'instruments Couette classiques sur le marché. M. M. A. Couette a prêté son nom à ce principe (Maurice Marie Alfred Couette, 1858 – 1943, physicien français, qui a développé le viscosimètre à "écoulement de traînée" en 1888[9]).Physique du principe de Searle
Le moteur fait tourner un cylindre de mesure ou un spindle dans un récipient rempli du fluide échantillon. Bien que la vitesse d’entraînement soit préréglée, le couple requis pour faire tourner le cylindre de mesure contre les forces visqueuses du fluide est mesuré.

Figure 8 : Viscosimètre rotatif - principe de Searle
- … Moteur et unité de mesure
- ... Interface utilisateur
- ... Support
- ... Axe de spindle/cylindre de mesure
- … Tasse remplie d'échantillons
- … Spindle/cylindre de mesure (rotor)
Types de viscosimètres rotatifs
Outre les deux variantes du principe de mesure rotatif, il existe de nombreuses conceptions de cylindres de mesure. Cette diversité provient d'un grand nombre d'applications différentes couvrant une plage de viscosité allant de 1 mPa.s jusqu'à 4.000.000 mPa.s. Certains systèmes sont même adaptés pour tester des échantillons inhomogènes tels que le beurre de cacahuète croquant, le yaourt contenant des morceaux de fruits, ou des matériaux de construction. Trouvez des exemples de quelques cylindres de mesure typiques dans le paragraphe “Cylindres de mesure pour viscosimètres rotatifs” Nous pouvons également distinguer les types d'instruments rotatifs selon la manière dont le couple est mesuré :
- Instruments à ressort
- Instrument à moteur servo
Instruments à ressort
Les instruments à ressort présentent un axe en deux parties reliées par un ressort hélicoïdal et un pivot. Le moteur – généralement un moteur pas à pas – fait tourner la partie supérieure de l'axe central. Une extrémité du ressort est fixée à lui. L’autre extrémité du ressort est reliée à la partie de l’axe portant le cylindre de mesure. Le pivot stabilise la construction. Une partie du pivot est également fixée à l'axe du moteur, tandis que son homologue se connecte au cylindre de mesure. Afin de minimiser le frottement, la pièce opposée ne repose que sur un point. La rotation du pendule dévie le ressort en proportion du couple représentant la viscosité de l'échantillon. Deux capteurs optiques détectent la déviation en utilisant des disques fendus. Dans la figure 8, les pièces connectées au moteur sont marquées en bleu clair, les pièces du côté de la bobine en marron clair. En cas de substances à faible viscosité, le ressort doit être suffisamment sensible, tandis que pour les échantillons dans la plage de haute viscosité, un ressort plus robuste est requis. Par conséquent, un même appareil ne peut pas servir une large plage de mesure. Cependant, un tel système à ressort est très sensible aux faibles valeurs de couple.

Figure 9 : Viscosimètre à ressort : Un ressort en spirale connecté à la fois au moteur et au bob tournant enregistre le couple du moteur comme mesure de viscosité. 1 … Moteur
2 … Disque fendu du côté du moteur
3 … Capteur de position du côté du moteur
4 … Ressort en spirale
5 … Pivot
6 … Capteur de position du côté du bob
7 … Disque fendu du côté du bob
8 … Bob de mesure rotatif
Instrument à moteur servo
Ce type d'instrument est équipé d'un moteur servo et d'un encodeur numérique haute résolution. Le moteur fait tourner l'arbre principal auquel le poids de mesure est attaché. L'encodeur enregistre la vitesse de rotation. Le couple moteur résultant est lié aux forces visqueuses de l'échantillon testé. Comme le courant du moteur est proportionnel au couple, la viscosité est calculée en utilisant le courant du moteur et la vitesse de rotation. Un tel dispositif n'est pas limité par les propriétés d'un ressort mécanique. L'encodeur et le moteur prennent en charge des plages de vitesse et de couple plus larges et, par conséquent, une plage de viscosité plus large qu'un viscosimètre à ressort. L'axe rigide rend le système plus résistant aux dommages que le système basé sur pivot. D'autre part, le frottement du moteur et de son roulement réduit la précision de mesure, en particulier dans le segment de faible viscosité et à basse vitesse.
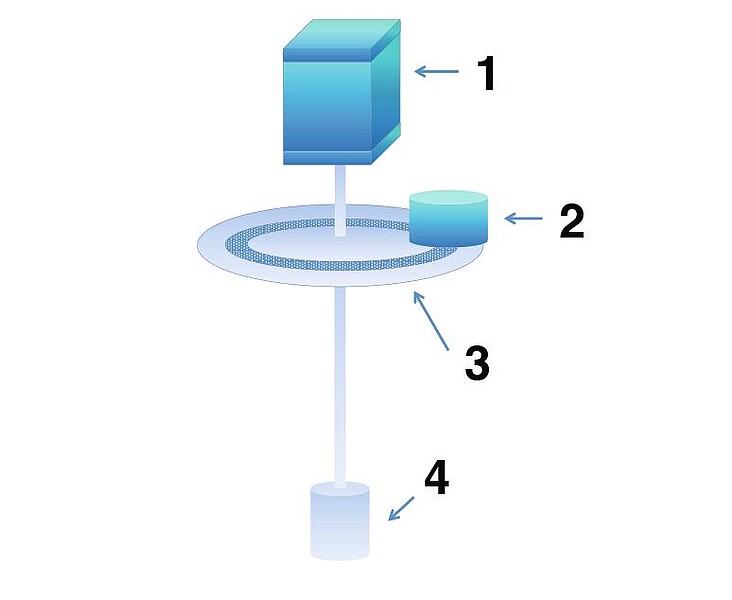
Figure 10 : Viscosimètre à moteur servo : Le courant du moteur est proportionnel au couple du moteur, qui représente la viscosité de l'échantillon. 1 … Moteur servo fournissant une mesure très précise du courant du moteur
2 … Encodeur optique haute résolution comptant la vitesse de rotation
3 … Disque d'encodeur
4 … Tige de mesure tournante
Tige de mesure pour viscosimètres rotatifs
Une quantité étendue de différentes tiges de mesure sert à tester divers types de substances. En général, la relation entre la taille de la tige et la viscosité de l'échantillon est inversement proportionnelle : Plus la viscosité est faible, plus a tige doit être volumineux. Cependant, la plupart des tiges viennent sans géométrie définie, ce qui donne une valeur de viscosité relative[10] et réduit la comparabilité des résultats de mesure. Il n'est donc pas possible de calculer le taux de cisaillement et la contrainte de cisaillement.


Systèmes de cylindres coaxiaux
Les systèmes de cylindres concentriques sont des systèmes de mesure absolus. Principalement des adaptateurs spéciaux pour des viscosimètres rotatifs abritent de tels systèmes. En général, ces adaptateurs sont destinés à une petite quantité d'échantillon et offrent en outre une sorte de contrôle de la température. En raison des géométries précisément définies du flotteur et de sa coupelle, elles permettent à l'opérateur de calculer le taux de cisaillement ainsi que la contrainte de cisaillement et, par conséquent, les valeurs de viscosité absolue[10].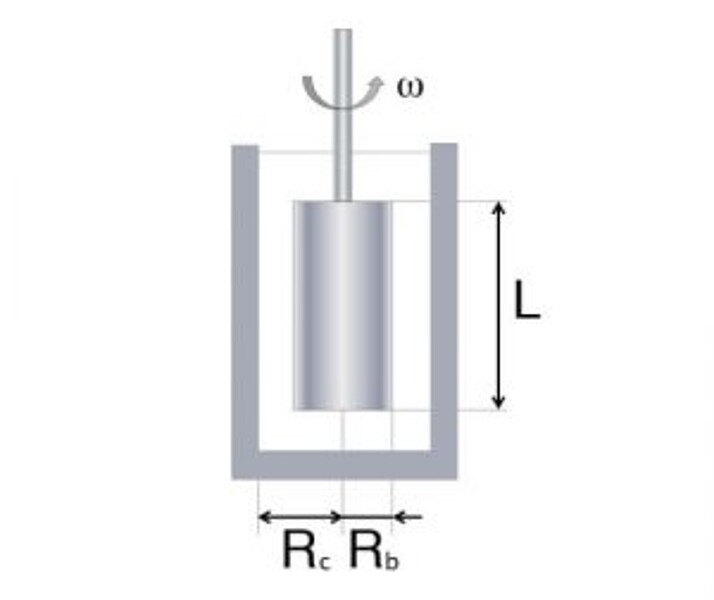
Géométrie de cylindre coaxial utilisée avec des viscosimètres rotatifs. Des dimensions précisément définies permettent de calculer le taux de cisaillement, la contrainte de cisaillement et la viscosité dynamique absolue. Rc ... rayon du conteneur [m]
Rb ... rayon de la tige [m]
L ... longueur de la tige [m]
γ˙ ... taux de cisaillement [s-1]
ω ... vitesse angulaire [rad/s]
τ ... contrainte de cisaillement [N/m2]
M ... couple mesuré [Nm]
η ... viscosité dynamique [Pa, s]
$$\dot{\gamma} = {2 \cdot \omega \cdot R_C² \over (R_C² - R_b²)}$$
Équation 4 : Taux de cisaillement dans les systèmes de cylindres coaxiaux.
$$\tau = {M \over 2 \cdot \pi \cdot R_b² \cdot L}$$
Équation 5 : Taux de cisaillement dans les systèmes de cylindres coaxiaux.
L'équation pour le taux de cisaillement à la surface du bob contient les dimensions des pièces et la vitesse de rotation (également appelée vitesse angulaire). La contrainte de cisaillement dépend du couple mesuré, du rayon et de la longueur du flotteur. Selon la loi de Newton[13], ces paramètres déterminent la viscosité dynamique.
Système de mesure cylindrique à double entrefer
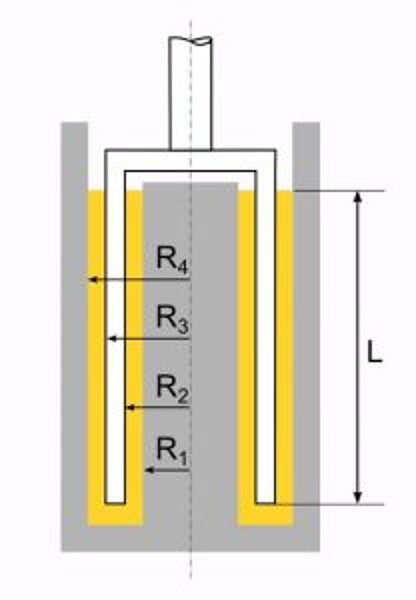
Les systèmes à double espace[14] sont une forme spéciale de cylindres concentriques, spécialement conçus pour mesurer des liquides à faible viscosité. La tasse n'est pas un cylindre creux, ni le poids de mesure un corps solide. Un deuxième cylindre est placé au centre de la tasse et le flotteur est en forme de tasse inversée qui tourne dans l'espace annulaire entre les parois extérieures et intérieures de la tasse. Cette construction maximise la surface de bob disponible en contact avec le liquide échantillon, ce qui signifie que vous obtenez une zone de cisaillement beaucoup plus grande que dans les systèmes de cylindres standard. Par conséquent, ce système est capable de détecter des valeurs de couple faibles générées par des échantillons à faible viscosité. DIN 54453 (retiré) indique ce qui suit pour les dimensions du système : R4/R3 = R2/R1 <= 1,15 … relations des rayons L >= 3 • R3; L … longueur immergée de la tigePour les systèmes de mesure plan parallèle et cône-plan
Systèmes à cône et à plaque parallèle[15] cisèlent l'échantillon en cours d'essai dans un espace défini entre la plaque fixe et le bobinage rotatif. La tige est en forme de cône ou de plat. De tels systèmes respectent des normes (par exemple, ISO 3219|1993 pour cône-plaques et ISO 6721-10|1999 pour plaques parallèles), qui établissent précisément des géométries approuvées. Pour les cônes, un angle de 1° est recommandé, mais des angles < 4° sont permis. Le rayon du cône doit être compris entre 10 mm et 100 mm. Pour des plaques parallèles, la norme exige que H << R. Donc, en fonction du rayon de la plaque et de l'échantillon testé, H peut varier de 0,5 mm à 3 mm. En raison des espaces étroits, seule une petite quantité d'échantillon est requise. Cependant, un espace est ouvert sur le côté, il en résulte que les liquides à faible viscosité peuvent simplement s'écouler, en particulier à des vitesses de rotation plus élevées, lorsque l'écoulement turbulent et les forces centrifuges se produisent. L'écart en forme de coin causé par le cône entraîne que l'échantillon est soumis à un taux de cisaillement constant sur l'ensemble de l'écart – un avantage significatif permettant la mesure des valeurs de viscosité absolue.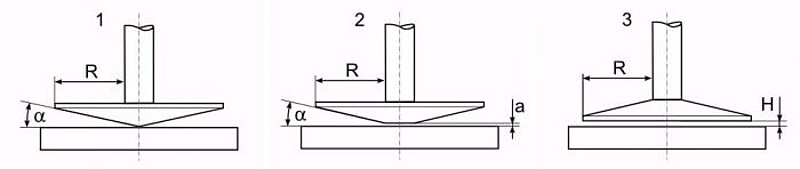
Un cône tronqué signifie que le sommet du cône semble avoir été coupé. Bien sûr, la géométrie respecte toujours des spécifications strictes. L'écart entre le cône et la plaque est généralement compris entre 50 µm et 210 µm. L'absence d'une pointe conique évite l'abrasion entre la pointe conique et la plaque et élimine le frottement entre le cône et la plaque. Tous deux pourraient influencer les résultats de mesure de manière défavorable : le premier, en modifiant la géométrie du système au fil du temps, le second en falsifiant les valeurs de couple. Un avantage supplémentaire est qu'avec un système tronqué, même les matériaux avec des particules peuvent être analysés, à condition que les particules ne soient pas plus grandes qu'un cinquième de l'écart entre le cône et la plaque. Les systèmes à cône et à plaque parallèle sont également adaptés pour des tests rhéologiques (oscillatoires) étendus.
Viscosimètre SVM
Introduit pour la première fois en 2001, le viscosimètre SVM est un appareil relativement jeune. Il combine une large plage de mesure avec une précision maximale. La norme ASTM D7042 établit que ce viscosimètre détermine la viscosité cinématique avec une précision égale à celle des capillaires gravimétriques traditionnels.
Comment fonctionne le viscosimètre SVM
Le viscosimètre SVM intègre un principe de Couettemodifié. Au lieu d'une tasse rotative, il utilise un tube de petite taille contenant l'échantillon, tandis que le bob original est remplacé par un rotor creux flottant librement. L'ensemble du système est situé dans un bloc de cuivre à température contrôlée, ce qui garantit des conditions stables. Un moteur fait tourner le tube à vitesse constante. Alors que l'échantillon se déplace avec le tube entourant, les forces visqueuses de l'échantillon entraînent le rotor flottant. Une combinaison de lubrification hydrodynamique[16] et de forces centrifuges pousse le rotor vers le centre de l'échantillon. Le rotor contient un petit aimant permanent qui génère un champ magnétique rotatif. Tout champ magnétique alternatif dans un matériau électriquement conducteur tel que le cuivre induit des courants de Foucault s'opposant à leur origine. Cet effet ralentit le rotor, tandis que les forces de l'échantillon l'accélèrent. Une fois que le rotor atteint une vitesse d'équilibre, cette vitesse est un indicateur de la viscosité dynamique. Un ajustement avec des normes de référence de viscosité relie les données internes de l'instrument aux valeurs de viscosité correctes. L'aimant à l'intérieur du rotor sert également à mesurer la vitesse du rotor : un capteur à effet Hall compte la fréquence du champ magnétique tournant. La technologie de capteur sans contact ainsi que le rotor exempt de friction constituent la base de la plage de mesure flexible de 0,2 mPa.s à 30.000 mPa.s et de la résolution de couple extrêmement précise de 50 pNm. De nombreuses applications, par exemple dans l'industrie pétrochimique, fonctionnent traditionnellement avec la viscosité cinématique. Par conséquent, une cellule de mesure de densité très précise composée d'un oscillateur en tube U en métal[17] fait également partie du viscosimètre SVM. À partir des valeurs mesurées de viscosité dynamique et de densité, la viscosité cinématique peut être calculée. Informations Avancées Plus la viscosité d'un liquide est faible, plus le rotor tourne lentement et plus la différence de vitesse entre le tube et le rotor est grande : Les forces à faible viscosité ne transfèrent qu'une petite partie de la vitesse prédéfinie du tube au rotor. Mathématiquement, la viscosité dynamique est inversement proportionnelle à la différence de vitesse entre le tube (n2) et le rotor (n1).
$$\eta \sim {1 \over n_2 - n_1}$$
Équation 6 : La viscosité dynamique est inversement proportionnelle à la différence de vitesse entre le tube et le rotor.
Pour l'équilibre de la vitesse, le couple moteur du rotor doit être égal à son couple de freinage.
$$M_D = M_R$$ $$M_D = K_1 \cdot \eta \cdot (n_2 - n_1)$$ $$M_R = K_2 \cdot n_1$$ $$\eta = {K \over {n_2 \over n_1} - 1} = {K \over {n_2 - n_1 \over n_1}} \rightarrow K = {K_2 \over K_1}$$
MD … couple moteur du rotor
MR … couple résistant du rotor
n1 … vitesse du rotor
n2 … vitesse du tube
K1, K2, K … constantes ; K est déterminé lors de l'ajustement
Équations 7 à 10 : Équilibre entre le couple moteur (lié à la viscosité) et le couple résistant (forces électromagnétiques).