Méthode pour éviter des résultats erronés dans une synthèse par micro-ondes
La littérature scientifique est pleine de publications qui mettent en évidence des résultats basés sur des mesures de température erronées dans des réacteurs à micro-ondes.[1] Bien qu'il existe un article séparé disponible sur les bases de la synthèse par micro-ondes, celui-ci concerne les aspects les plus importants à garder pour réaliser une chimie reproductible et réussie dans des réacteurs à micro-ondes.
Soyez conscient d'une surveillance précise de la température
Le paramètre clé pour comparer les expériences assistées par micro-ondes et transférer des méthodes optimisées à d'autres réacteurs ou appliquer d'autres technologies est la température de réaction. Pour mesurer le, les réacteurs micro-ondes à la pointe de la technologie sont équipés d'un capteur infrarouge (IR) pour surveiller la température de l'extérieur, sur la surface du récipient correspondant. Cependant, les capteurs IR ne sont pas toujours capables de refléter la véritable température de réaction interne. Les problèmes suivants peuvent fausser la mesure IR :
- Réactions exothermiques : Un capteur monté à l'extérieur a naturellement un temps de réponse lent. Par conséquent, les changements de température immédiats ne sont pas détectables avec des capteurs IR.
- Mélanges réactionnels faiblement absorbants aux micro-ondes : Si un mélange réactionnel n'interagit pas du tout avec les micro-ondes, le récipient de réaction sera chauffé plutôt que le contenu du récipient. En conséquence, la surface du récipient est plus chaude que son contenu, ce qui entraîne des valeurs IR mesurées plus élevées qui ne reflètent plus la température interne de réaction.
- Parois épaisses de récipient : Pour que les récipients de réaction résistent à des températures et des pressions élevées, les parois du récipient doivent être très épais. Cette épaisseur falsifiera le signal IR, entraînant des températures mesurées qui sont significativement inférieures à la température de réaction interne réelle.
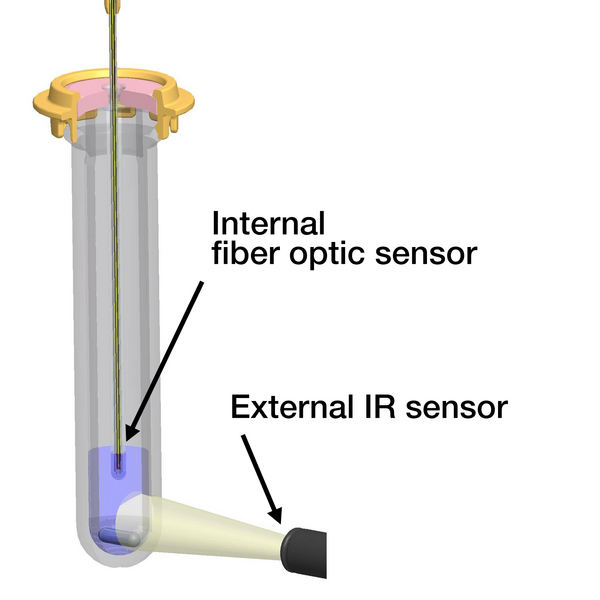
Par conséquent, afin de garantir une mesure de température précise, un capteur de température interne en plus de la mesure de température IR (Figure 1) devrait être envisagé dans certains cas. La surveillance simultanée de la température IR et interne offre également un avantage important en raison des informations possibles sur le comportement de réaction. Cette approche peut être utilisée par exemple pour surveiller un processus de polymérisation.[2] Une revue complète sur l'importance de la surveillance de la température en chimie des micro-ondes a été publiée par le groupe de C. O. Kappe.[3]
Chauffage-en-refroidissant. Que devez-vous garder en tête ?
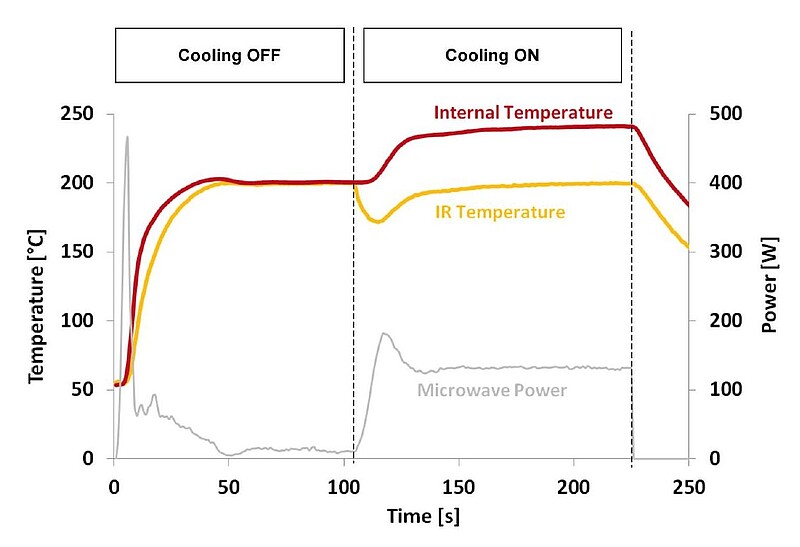
Le terme chauffage-en-refroidissant fait référence à des expériences par micro-ondes dans lesquelles les mélanges de réaction sont chauffés par irradiation micro-ondes tandis que le récipient de réaction est simultanément refroidi avec de l'air comprimé. Par conséquent, en raison d'un refroidissement supplémentaire, plus de puissance micro-ondes est introduite dans le mélange de réaction afin de maintenir la température réglée. Le chauffage pendant le refroidissement est généralement utilisé par les chimistes qui pensent qu'introduire plus de puissance dans un mélange de réaction tout en maintenant la température constante a un effet bénéfique sur le résultat de la réaction. En fait, cela a déjà été invalidé.[1] Le seul effet bénéfique du refroidissement simultané est la réduction de la chaleur générée par les réactions exothermiques. Si des réactions sont effectuées dans des conditions de chauffage-avec-refroidissement, l'utilisation d'un capteur de température interne est fortement recommandée. Les capteurs IR courants (en particulier ceux dans les réacteurs monomodes) ne reflètent pas la température réelle du mélange réactionnel car ils mesurent la température du récipient de réaction, qui est refroidi par le flux d'air comprimé. Par conséquent, pendant les périodes de chauffage tout en refroidissant, le capteur IR affiche des températures significativement plus basses que la température réelle à l'intérieur des récipients (voir Figure 2).
Fermez toujours et scellez vos récipients
On dit souvent que l'utilisation d'un réacteur à micro-ondes pour le reflux d'un mélange réactionnel (= réaction sous pression atmosphérique sans sceller le récipient de réaction) peut avoir des effets bénéfiques sur une réaction chimique par rapport à l'utilisation d'une plaque chauffante comme source de chaleur. Cependant, cela ne peut pas être vrai puisque les températures de réaction dans une expérience de reflux chauffée au micro-ondes et une expérience de reflux chauffée de manière conventionnelle sont similaires (c'est-à-dire le point d'ébullition du solvant utilisé). Par conséquent, les résultats sont également similaires pour les deux modes de chauffage car le paramètre clé pour l'avancement de la réaction est toujours la température de réaction. L'impact significatif de la température de réaction est défini dans l'équation d'Arrhenius. La loi stipule en règle générale, qu'une augmentation de température de 10 °C double la vitesse de réaction. Selon cette règle, un calcul simple, présenté dans le Tableau 1, illustre le principe.
| Température de réaction | 80 °C | 90 °C | 100 °C | 110 °C | 120 °C | 130 °C | 140 °C | 150 °C |
160 °C Temps de réaction |
8h | 4h | 2h | 1h | 30 min | 15 min | 8 min | 4 min | 2 min |
Tableau 1 : Exemple de calcul des temps de réaction selon la loi d'Arrhenius
L'équation d'Arrhenius est toujours valide, indépendamment de la source de chaleur. Par conséquent, le chauffage par reflux à 80 °C sous irradiation micro-ondes fournit des résultats similaires à ceux du chauffage conventionnel à 80 °C. Si les résultats étaient différents, cela signifierait que la puissance du micro-ondes (et non la température) avait une influence supplémentaire sur le comportement de la réaction, ce qui suggérerait que des effets micro-ondes non thermiques étaient impliqués. Cependant, il a déjà été prouvé que de tels effets non thermiques n'existent pas.[1] En fait, l'avantage le plus important du chauffage par micro-ondes – la possibilité de surchauffer des mélanges de réaction bien au-dessus du point d'ébullition du solvant utilisé – a été prouvé comme étant complètement perdu dans un système à récipient ouvert, comme le montre l'exemple suivant.
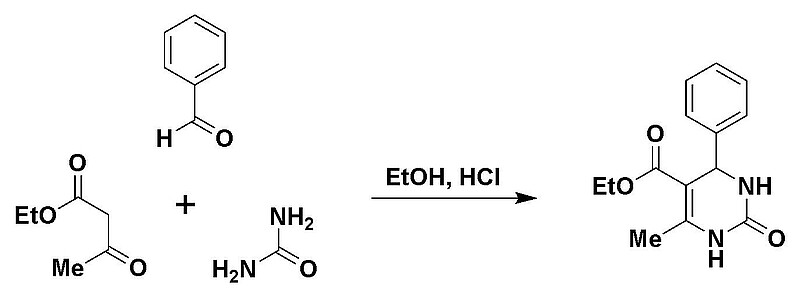
La réaction montrée dans la Figure 3 a été réalisée dans trois configurations différentes :
- Chauffage par bain d'huile en conditions de reflux
- Chauffage par micro-ondes en conditions de reflux
- Chauffage au micro-ondes dans des récipients scellés
Le tableau 2 contient un résumé des conditions de réaction et des rendements pour les trois configurations différentes mentionnées ci-dessus. Les résultats (rendements isolés) montrent clairement que la réaction de Biginelli a été significativement améliorée uniquement dans des conditions de récipient scellé à des températures élevées (entrée C).
Dans des conditions de récipient ouvert, la réaction chauffée par micro-ondes s'est déroulée très semblablement à l'expérience chauffée de manière conventionnelle – aucune amélioration n'a été observée.
| Entrée | Source de chaleur | Configuration expérimentale | Pression de réaction | Température de réaction | Temps de réaction | Rendement isolé |
Référence littéraire A |
Bain d'huile | récipient ouvert (reflux) | atm | 78 °C | 3 h | 78 % |
[4] B |
Micro-ondes | récipient ouvert (reflux) | atm | 78 °C | 3 h | 80 % |
[5] C |
Micro-ondes | récipient scellé | 5 bar | 120 °C | 10 min | 78 % | [6] |
Table 2 : Conditions d'expérimentation et rendements pour la réaction de Biginelli avec différents modes de chauffage.