How to avoid erroneous conclusions in microwave synthesis
The scientific literature is full of publications which highlight results based on erroneous temperature measurement in microwave reactors.[1] While there is a separate article available about the basics of microwave synthesis, this one is about the most important aspects to keep in order to perform reproducible and successful chemistry in microwave reactors.
Be aware of accurate temperature monitoring
The key parameter for comparing microwave-assisted experiments and transferring optimized methods to other reactors or applying other technologies is the reaction temperature. In order to measure the , state-of-the-art microwave reactors are equipped with an infrared (IR) sensor to monitor the temperature externally, on the corresponding vessel surface. However, IR sensors are not always able to reflect the real internal reaction temperature. The following issues may falsify the IR measurement:
- Exothermic reactions: An externally mounted sensor naturally has a slow response time. Consequently, immediate temperature changes are not detectable with IR sensors.
- Weakly microwave-absorbing reaction mixtures: If a reaction mixture does not interact with microwaves at all, the reaction vessel will be heated rather than the vessel content. As a result, the vessel surface is hotter than its content, resulting in higher monitored IR values that no longer reflect the correct reaction temperature.
- Thick vessel walls: For reaction vessels to withstand high temperatures and pressures, the vessel walls have to be very thick. This thickness will falsify the IR signal, resulting in monitored temperatures which are significantly lower than the actual internal reaction temperature.
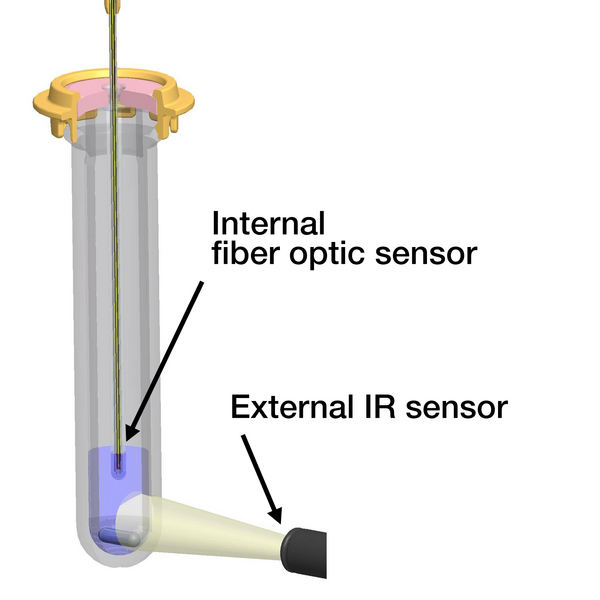
Consequently, in order to guarantee accurate temperature measurement, an internal temperature sensor in addition to the IR temperature measurement (Figure 1) should be considered in certain cases.
Simultaneous IR and internal temperature monitoring also provides an important advantage due to the possible insights into the reaction behavior. This approach can be used e.g. for monitoring a polymerization process.[2] A comprehensive review on the importance of temperature monitoring in microwave chemistry has been published by the group of C. O. Kappe.[3]
For accurate temperature monitoring, internal fiber optic probes are necessary. Optimal information about the reaction process is provided by simultaneous internal and IR temperature measurement.
Heating-while-cooling. What should you keep in mind?
The term heating-while-cooling refers to microwave experiments in which reaction mixtures are heated via microwave irradiation while the reaction vessel is simultaneously cooled with compressed air. Consequently, due to additional cooling, more microwave power is introduced into the reaction mixture in order to maintain the set temperature.
Heating-while-cooling is usually employed by chemists who think that introducing more power into a reaction mixture while keeping the temperature constant has a beneficial effect on the reaction outcome. In fact, this has already been proven wrong.[1] The only beneficial effect of simultaneous cooling is the reduction of heat generated by exothermic reactions.
If reactions are performed under heating-while-cooling conditions, the use of an internal temperature sensor is strongly recommended. Common IR sensors (especially those in monomode reactors) do not reflect the actual temperature of the reaction mixture because they measure the temperature of the reaction vessel, which is cooled by the compressed air stream. Consequently, in heating-while-cooling periods, the IR sensor shows significantly lower temperatures than the actual temperature inside the vessels (see Figure 2).
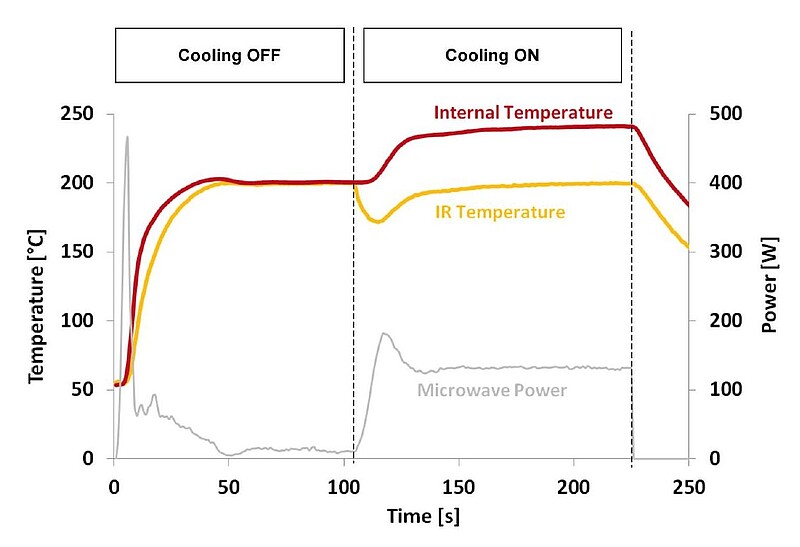
Under heating-while-cooling conditions, the internal temperature can be up to 60 °C higher than the measured IR temperature. Therefore an internal temperature sensor is essential for heating-while-cooling applications to reflect the real reaction temperat
Always close and seal your vessels
It is often stated that the use of a microwave reactor for refluxing a reaction mixture (= reaction under atmospheric pressure without sealing the reaction vessel) can have beneficial effects on a chemical reaction compared to the use of a hotplate as a heat source. However, this cannot be true since the reaction temperatures in a microwave-heated reflux experiment and a conventionally heated reflux experiment are similar (i.e. boiling point of the used solvent). Consequently, the results are also similar for both heating modes because the key parameter for the reaction progress is always the reaction temperature.
The significant impact of the reaction temperature is defined in the Arrhenius Equation. It states as a rule of thumb that a temperature increase of 10 °C doubles the reaction speed. Based on this rule, a simple calculation, shown in Table 1, illustrates the principle.
| Reaction temperature | 80 °C | 90 °C | 100 °C | 110 °C | 120 °C | 130 °C | 140 °C | 150 °C | 160 °C |
| Reaction time | 8h | 4h | 2h | 1h | 30 min | 15 min | 8 min | 4 min | 2 min |
Table 1: Example calculation of reaction times according to Arrhenius' Law
The Arrhenius Equation is always valid, independent of the heat source. Therefore, reflux heating at 80 °C under microwave irradiation provides similar results to conventional heating at 80 °C. If the results were different, this would mean that the microwave power (and not the temperature) had an additional influence on the reaction behavior, which would suggest that non-thermal microwave effects were involved. However, it has already been proved that such non-thermal effects do not exist.[1]
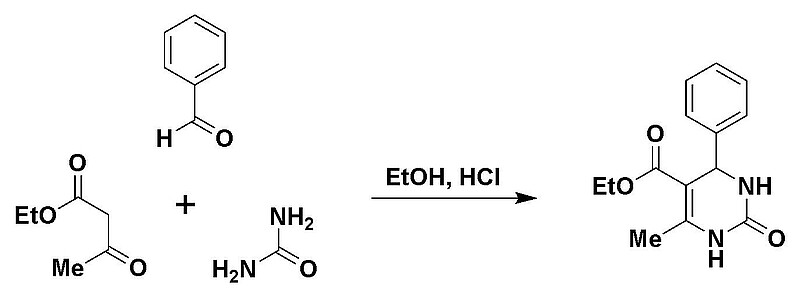
In fact, the most important advantage of microwave heating – the possibility of superheating reaction mixtures far above the boiling point of the used solvent – has been proven to be completely lost in an open-vessel system, as the following example shows.
The reaction shown in Figure 3 has been performed in three different setups:
- Oil bath heating under reflux conditions
- Microwave heating under reflux conditions
- Microwave heating in sealed vessels
Table 2 contains a summary of the reaction conditions and yields for the above-mentioned three different setups. The results (isolated yields) clearly show that the Biginelli reaction was significantly enhanced only under sealed-vessel conditions at elevated temperatures (entry C).
Under open-vessel conditions, the microwave heated reaction proceeded very much like the conventionally heated experiment – no enhancement at all was observed.
Table 2: Experiment conditions and yields for the Biginelli reaction with different heating modes.
Open-vessel microwave heating does not result in any rate enhancements compared to conventional reflux reactions, since the reaction temperatures are similar in both cases (limited by the boiling point of the used solvent). Only sealed vessels offer the proven advantages of microwave chemistry.