Microwave-assisted synthesis
“Microwaves have the potential to become the Bunsen burners of the 21st century,” C. Oliver Kappe, University of Graz, Austria.
Heat is of high importance in chemical synthesis because it enhances chemical reactions. Sometimes syntheses do not work without heat introduction, or – if they work – it could take days or even weeks at room temperature, compared to hours or minutes at elevated temperatures. In chemical synthesis, there are two typical ways to apply heat: conventional reflux heating using a hotplate and microwave heating.
Compared to conventional reflux synthesis, microwave-assisted synthesis in modern microwave reactors enables increasing yields while significantly reducing reaction times down to only a few minutes. Besides that, the convenience of handling as well as the safety features of modern microwave reactors are other reasons why more and more chemists are using microwave heating in their daily laboratory routines.
Microwave-assisted synthesis: Related information

Do you want to switch from time-demanding reflux chemistry to convenient and efficient sealed-vessel reaction processing? This converter gives you an idea about where to start.

This tool helps you find the optimal microwave for your individual requirements.




Learn more about microwave-assisted synthesis
Frequently Asked Questions
- Which types of microwave reactors are available?
- How do I perform microwave synthesis without using microwaves?
- How do I heat up microwave-transparent reaction mixtures?
- How do I avoid erroneous conclusions in microwave synthesis?
- Is there a comprehensive book – free of charge – which includes the most important facts, FAQs, appropriate equipment, and application examples in microwave synthesis?
- Where can I find a synthesis database including successfully performed syntheses in a microwave reactor as a reference?
Microwave synthesis – videos
- Automation in microwave synthesis
- How to use a microwave reactor
- Microwave synthesis without microwaves
History of microwave chemistry
Robert Bunsen invented his famous burner in 1855, which let energy from this heat source be applied to a reaction vessel in a focused manner. The Bunsen burner was later superseded by oil baths and hot plates. In the 21st century, reactions by microwave energy have been an increasingly popular topic in the scientific community.[1-4]
Microwave energy was originally used for heating food. Percy Spencer used it in the 1940s for the first time, and it was not until the mid-1980s when the first reports on the use of microwave heating to accelerate chemical synthesis were published.[5-6] In those early days, experiments were typically carried out in sealed Teflon or glass vessels in a domestic household microwave oven without any temperature or pressure measurement. Due to the rapid uncontrolled heating of organic solvents under closed-vessel conditions, this often resulted in violent explosions. Nevertheless, in the first 15 years of microwave synthesis, domestic microwave ovens were increasingly used for chemical synthesis.
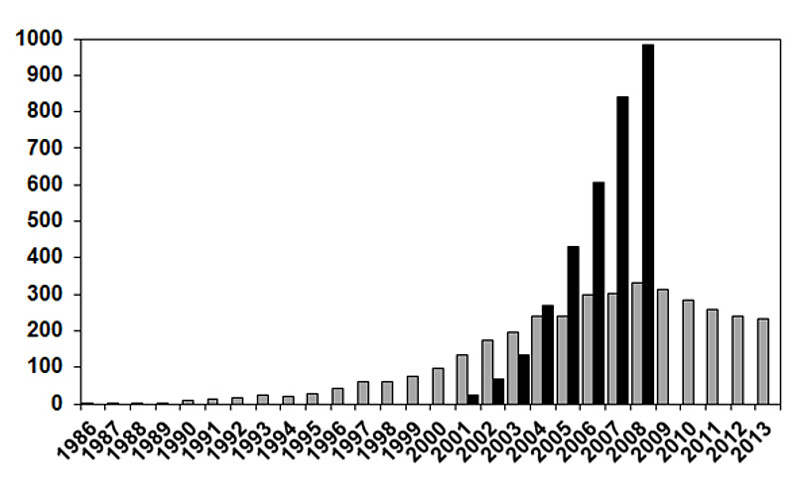
Figure 1 shows two different graphs. The first one (gray bars) reveals that the number of publications using “microwave” as a keyword significantly increased over the first 20 years of microwave chemistry. The second graph (black bars) shows the result of a full text search for publications in which dedicated reactors (= reactors which have exclusively been developed for scientific use) have been used for chemical synthesis.[8]
Obviously, as expressed by the exponential growth of the number of publications, there was a dramatic increase of interest in microwave chemistry since dedicated reactors were introduced into the market. This was for obvious reasons: The lack of safety, and insufficiently accurate measurement of reaction parameters in domestic microwave ovens and the resulting fact that most of the respected scientific journals (e.g., journals of the American Chemical Society) would not consider manuscripts describing the use of kitchen microwave ovens anymore).[8]
As a consequence, the number of dedicated microwave reactor users is still growing. Meanwhile most chemical laboratories are equipped with suitable microwave-assisted synthesis instrumentation.[7] A clear indication for this is the significant drop of the publications mentioning “microwave” as a keyword since 2008 (Figure 1, gray bars) while a full text search reveals an annual increase of 1,000-1,200 publications.[9]
Consequently, microwave heating is no longer considered just a curiosity worth mentioning but a completely established standard method for heating reaction mixtures just like other usual laboratory equipment like hotplates or rotary evaporators.[7]
From reflux to microwave heating
Classical heating in chemical laboratories is often carried out by refluxing a reaction mixture using a hot oil bath as a heat source, where the reaction temperature is usually determined by the boiling point of the used solvent. First, the heat energy is transferred from the hot oil bath to the surface of the reaction vessel, and then the hot surface heats the content of the reaction vessel (see Figure 2, entry a). Superheating to higher temperatures is not possible since this is an open system that cannot be pressurized.
 a reaction mixture for (a) conventional heating and (b) microwave heating. While the heat conventionally comes from the outside and goes into the reaction mixture by convection currents (resulting in a very hot vessel wall), microwaves go through the almost microwave-transparent vessel wall and directly heat the reaction mixture on a molecular basis.")
The hot surface can lead to local overheating and to decomposition of sensitive material. More importantly, classical chemical reactions often take a long time and are energy inefficient (e.g., several hours for chemical synthesis is not uncommon). It can take a night or a weekend until a reaction is finished, and all the starting material has been converted.
The key to accelerating these processes is the Arrhenius law: Increasing the temperature by 10 °C doubles the speed of a reaction process so that the reaction can be finished much faster (e.g., a temperature increase of only 20 °C reduces the reaction time to a quarter of the original time).
Example:
A reaction that is performed in boiling ethanol (approx. 80 °C) within eight hours can be performed at 160 °C in approximately two minutes (see Table 1).
| Reaction Temperature | 80 ℃ | 90 ℃ | 100 ℃ | 110 ℃ | 120 ℃ | 130 ℃ | 140 ℃ | 150 ℃ | 160 ℃ |
|---|---|---|---|---|---|---|---|---|---|
| Reaction Time | 8 h | 4 h | 2 h | 1 h | 30 min | 15 min | 8 min | 4 min | 2 min |
Table 1: Approximate time saving aspect according to Arrhenius’ Law. When the reaction temperature increases by 10 °C, the reaction time halves.
This principle is used in all commercially available microwave-assisted synthesis reactors and microwave-assisted sample preparation reactors:
Reaction vessels are closed and sealed and then heated to temperatures beyond the boiling point of the reaction mixture. Microwave irradiation results in energy efficient internal heating by direct coupling of microwave energy with dipoles and/or ions that are present in the reaction mixture. Microwaves pass through the (almost) microwave-transparent vessel wall and heat the reaction mixture on a molecular basis – by direct interaction with the molecules (solvents, reagents, catalysts, etc). Due to this direct “in-core” heating (no initial heating of the vessel surface), microwave irradiation results in inverted temperature gradients as compared to a conventionally heated system (Figure 2, entry b).
Since extremely high temperatures can be used, microwave irradiation reduces the reaction time and generates reaction products in several minutes compared to hours or even days. Due to the rapid heating to the target temperature, the formation of byproducts is also suppressed.
Principles of microwave heating
The Electromagnetic Spectrum

Microwave irradiation is electromagnetic irradiation in the frequency range of 0.3 GHz to 300 GHz, which corresponds to wavelengths between 1 mm to 1 m (see Figure 3). All domestic “kitchen” microwave ovens and commercially available dedicated microwave reactors for chemical synthesis operate at a frequency of 2.45 GHz (which corresponds to a wavelength of 12.25 cm).
Since the energy of microwave irradiation is too low to cleave molecular bonds[11] it is clear that microwaves cannot “induce” chemical reactions by direct absorption of microwave power. However, microwave irradiation provides unique thermal effects, which are highly beneficial for chemical synthesis. Cleaving molecular bonds and therefore inducing chemical reactions is only possible by employing irradiation with higher energy (e.g., UV or visible light, which is used for photochemistry).
Microwave-assisted dielectric heating
Microwave chemistry is based on the efficient heating of materials (in most cases solvents) by dielectric heating effects. Dielectric heating works through two major mechanisms:
- Dipolar polarization (see Figure 3)
- For a substance to be able to generate heat when irradiated with microwaves, it must be a dipole, which means its molecular structure must be partly negatively and partly positively charged. Since the microwave field is oscillating, the dipoles in the field align to the oscillating field. This alignment causes rotation, which results in friction and ultimately in heat energy.
- Ionic conduction (see Figure 3)
- During ionic conduction, dissolved (completely) charged particles (usually ions) oscillate back and forth under the influence of microwave irradiation. This oscillation causes collisions of the charged particles with neighboring molecules or atoms, which are ultimately responsible for creating heat energy. For example: If equal amounts of distilled water and tap water are heated by microwave irradiation, more rapid heating will occur for the tap water because of its ionic content in addition to the dipolar rotation of water molecules.
 and ionic conduction (ions move in the microwave field).")
Microwave heating of gases and solids…
…is hardly possible. Gases cannot be heated under microwave irradiation since the distance between the rotating molecules is too wide. Similarly, solid materials like ice are (nearly) microwave transparent since the water dipoles are bound in the crystal lattice and cannot move as freely as in the liquid state. However, some conductive solid materials, like silicon carbide, where electrons can move freely, are excellent microwave absorbers and therefore heat very quickly.
Dielectric properties
.")
As the term “dielectric heating” suggests, a material must possess certain dielectric properties in order to be efficiently heated in the microwave field. The heating characteristics of a particular material (e.g., a solvent) under microwave irradiation conditions are dependent on the ability of a specific substance to convert electromagnetic energy into heat. This ability is determined by the so-called loss tangent, tan δ (Figure 5).
The tan δ values for some commonly used organic solvents are summarized in Table 2. This table shows the classification of solvents into high (tan δ >0.5), medium (tan δ 0.1 to 0.5), and low microwave absorbing (tan δ <0.1). Solvents without a dipole moment, such as benzene and dioxane, are more or less microwave transparent (tan δ <0.01).
A solvent with a high tan δ (see Table 2) is required for rapid heating in the microwave field. However, this does not mean that solvents with low tan δ values cannot be used for microwave-assisted synthesis. Since either substrates or reagents/catalysts are likely to be polar, the overall dielectric properties of a reaction mixture will, in most cases, allow sufficient heating by microwaves, even with non-polar solvents. If, however, the mixture is non-polar, passive heating elements can be added to aid the heating process.
| High (> 0.5) | Medium (0.1 - 0.5) | Low (< 0.1) | |||
| Solvent | tan δ | Solvent | tan δ | Solvent | tan δ |
| Ethylene glycol | 1.350 | 2-Butanol | 0.447 | Chloroform | 0.091 |
| Ethanol | 0.941 | Dichlorobenzene | 0.280 | Acetonitrile | 0.062 |
| DMSO | 0.825 | NMP | 0.275 | Ethyl acetate | 0.059 |
| 2-Propanol | 0.799 | Acetic acid | 0.174 | Acetone | 0.054 |
| Formic acid | 0.722 | DMF | 0.161 | THF | 0.047 |
| Methanol | 0.659 | Dichloroethane | 0.127 | Dichloromethane | 0.042 |
| Nitrobenzene | 0.589 | Water | 0.123 | Toluene | 0.040 |
| 1-Butanol | 0.571 | Chlorobenzene | 0.101 | Hexane | 0.020 |
Table 2: Commonly used organic solvents classified according to their heating efficiency (tan δ) in the microwave field.[7]
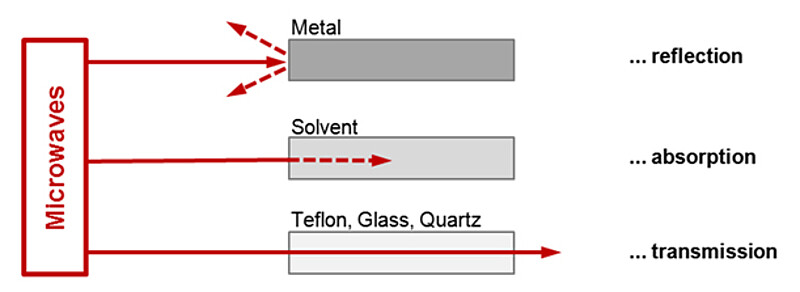
In general, three different processes characterize the interaction of microwave irradiation with matter: absorption, transmission, and reflection (Figure 6). While highly dielectric materials, like polar organic solvents, lead to strong absorption of microwaves and, consequently, to a rapid heating of the medium, non-polar (microwave transparent) materials show only small interactions with microwaves (transmission). Microwaves pass through such materials. This makes them suitable as construction materials for reaction vessels. If microwave radiation is reflected by the material surface, there is almost no introduction of energy into the system.
Domestic microwave ovens vs dedicated instrumentation
In the early days of microwave-assisted synthesis, household microwave ovens were extensively used in chemical laboratories. Although dedicated instrumentation is available today, there are still chemists who use kitchen microwave ovens for scientific purposes. However, since there are serious scientific and also practical reasons why dedicated instrumentation should be used, most major scientific journals no longer accept manuscripts in which domestic ovens are described as a heating source.[10]
Safety
Domestic microwave ovens have been developed exclusively for household purposes. Therefore, such ovens do not provide any active safety features for chemical synthesis. If these are used for chemical reactions, household ovens will not protect the chemist in case of unexpected reaction behavior.
Since instrument manufacturers want and have to to provide the utmost safety for users, dedicated instrumentation for microwave-assisted synthesis has numerous safety features in order to allow safe processing, even under extreme temperature and pressure conditions. At 300 °C and 80 bar, safe processing is still guaranteed.
Possibility of superheating
Superheating of solvents in sealed vessels is the key advantage of microwave-assisted synthesis since, due to the Arrhenius law, the reaction times can be shortened considerably.
In open vessel systems, the potential time-saving benefit is limited. Therefore, microwave-assisted synthesis in sealed vessels gives access to a much wider range, applying temperatures far above the boiling point of the used solvent(s). Dedicated microwave reactors allow the reaction vessels to remain completely sealed throughout the whole experiment process and therefore act as highly convenient autoclaves, which can quickly and efficiently heat reaction mixtures up to 300 °C and 80 bar.
Excellent parameter control
Domestic microwave ovens do not allow reaction parameter control since this is not necessary for heating food to edible temperatures. A kitchen microwave oven therefore does not provide any possibility to measure the temperature of the reaction mixture. However, temperature is the key parameter for chemical synthesis.
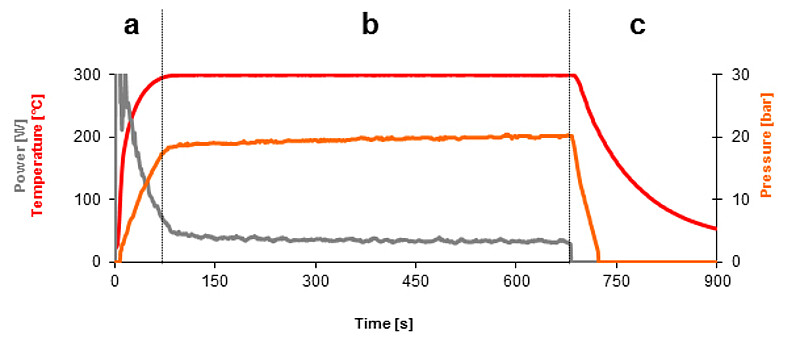
In contrast to domestic microwave ovens, dedicated reactors for microwave-assisted synthesis are usually equipped with IR sensors for reaction temperature control, pressure sensors to monitor the reaction pressure in the closed vessels, and a magnetic stirrer to enable proper agitation. Often, optional immersing temperature probes for more accurate internal measurement of the reaction temperature are available. Figure 7 shows an example heating profile of a typical microwave experiment in which the parameters are accurately measured and recorded throughout the whole experiment process.
Automation and parallel synthesis
Since time equals money, tools for improving the economic efficiency are always highly appreciated. Besides the great advantages that result from microwave heating, dedicated instrumentation for microwave-assisted synthesis allows for an additional efficiency improvement. How? In contrast to domestic microwave ovens, they let you adapt two valuable approaches for your laboratory workflow:
- Automated sequential processing, where reactions are processed unattended one-by-one overnight with an autosampler unit that is compatible with the microwave reactor.
- Performing reactions in parallel, where up to almost 100 reactions can be performed within one single microwave experiment.
Today, parallel techniques, from high-throughput reaction screening to parallel scale-up and automated sampling units, are well-established methods. Domestic ovens cannot provide these techniques conveniently and efficiently.
Stirring
In contrast to domestic ovens, dedicated microwave reactors feature an in-built magnetic stirrer, which is important because without proper agitation the temperature distribution within the reaction mixture will not be uniform, and the measured temperature will be dependent on the position of the temperature sensor (as shown in Figure 8).
![Figure 8: (a) Sealed reaction vial filled with 5 mL NMP and with three fiber optic probe thermometers immersed at different heights. (b) Temperature profiles (three internal fiber optic probes and one external IR sensor) when irradiating setup (a) at const. 50 W magnetron output power. Magnetic stirring reduces the temperature differences between the individual fiber-optic probes from max 36 °C to less than 6 °C (adapted from Ref.[12]).](https://wiki.anton-paar.com/fileadmin/_processed_/5/8/csm_07_microwave-temperature-profiles_7a16b19b79.jpg "Figure 8: (a) Sealed reaction vial filled with 5 mL NMP and with three fiber optic probe thermometers immersed at different heights. (b) Temperature profiles (three internal fiber optic probes and one external IR sensor) when irradiating setup (a) at const. 50 W magnetron output power. Magnetic stirring reduces the temperature differences between the individual fiber-optic probes from max 36 °C to less than 6 °C (adapted from Ref.[12]).")
As a consequence, even completely homogeneous solutions need to be stirred when employing microwave heating since otherwise efficient agitation cannot be ensured and temperature gradients may develop. In cases of, for example, solvent-free or dry-media reactions, and for very viscous or biphasic reaction mixtures where standard magnetic stirring is not effective, extreme care must be taken in determining the proper reaction temperature since adequate mixing cannot be assured.
Continuous power output
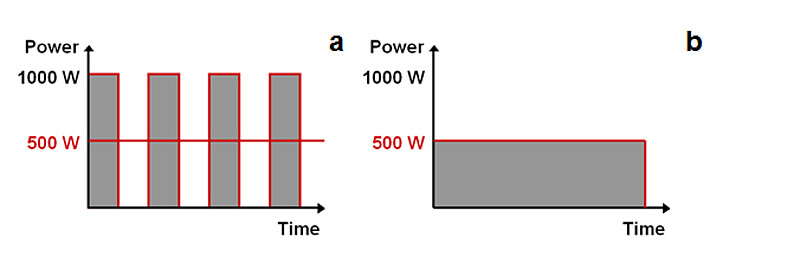
Domestic microwave ovens usually provide a pulsed irradiation mode for heating. This means that a setting of, for example, 500 W will result in pulsed 1000 W power peaks, so that an average of 500 W is applied (Figure 9a). This way of heating is sufficient for household applications. However, it can be very dangerous when used for chemical synthesis since such power peaks force the formation of hot spots and the risk of spontaneous non-controllable exotherms.
In order to reduce the occurrence of hot spots as well as to minimize the risk of thermal runaways, dedicated reactors provide continuous power output (Figure 9b). This lets you apply exactly the amount of microwave power that is needed in order to reach or hold the set reaction temperature.
Software control
Besides important scientific and cost advantages, dedicated instruments also provide advantages in terms of handling and programming. They are usually equipped with an intuitive user interface that is operated via touchscreen, where the software supports on-screen monitoring and editing of running experiments, automatic data recording, and data management on the instrument or on a PC.
Application fields of microwave-assisted synthesis
The bottleneck of conventional synthesis is typically the optimization step, in other words, finding the optimum conditions for a specific reaction to obtain the desired products in good yields and purities. Since many synthesis reactions require one or more heating steps for long time periods, these optimizations are often difficult and time-consuming. Microwave-assisted heating under controlled conditions has been shown to be a valuable technology for any application that requires heating of a reaction mixture since it often dramatically reduces reaction times – typically from days or hours to minutes or even seconds. Compounds can therefore be rapidly synthesized in either a parallel or (automated) sequential way using this promising technology.
The speed at which multiple variations of reaction conditions can be performed turns a morning discussion of “What should we try?” to into an after-lunch discussion of “What were the results?”. As a consequence – unsurprisingly – most pharmaceutical, agrochemical, biotechnology, and material science companies are already heavily using microwave-assisted synthesis as a major technique in their chemical laboratories. They have seen the ability of microwave technology to speed up chemical reactions firsthand, something that accelerates their whole production process.[7]
Here is a list of synthetic applications where microwaves have already proven to be beneficial.
- Metal-catalyzed, bond-forming reactions
- Synthesis of N-heterocycles
- Synthesis of O- and S-heterocycles
- Carbocycles and rearrangements
- Scaffold decoration
- Synthesis of catalysts, ligands, and complexes
- Oxidations
- Nanomaterials
- Graphenes and carbon nanoparticles
- Nanomaterials for battery research
- Titania, zinc, iron, and various metal oxides
- Chalcogenides
- Metals and nanoalloys
- Zeolites and molecular sieves
- Quantum dots
- Metal organic frameworks
- Polymer chemistry
- Synthesis of and with ionic liquids
- Reactions in water, near-critical water, and supercritical fluids
- Biodiesel- and biomass-related applications
- Demulsifications and crude oil-related reactions
- Comparing microwave with flow chemistry
- Investigation of microwave effects
References
- Leadbeater, N. (2004). Chemistry World, 1, 38
-
Adam, D. (2003). Nature, 421, 571
-
Marx, V. (2004). Chem. & Eng. News, 82, 14;
-
Yarnell, A. (2007). Chem. & Eng. News, 85, 32.
-
Gedye R. et al. (1986). Tetrahedron Lett., 27, 279;
-
Giguere, R. J. et al. (1986). Tetrahedron Lett., 27, 4945.
-
Kappe, C. O., Stadler, A., Dallinger, D. (2012). Microwaves in Organic and Medicinal Chemistry, 2nd Edition. Wiley-VCH, Weinheim.
-
SciFinder scholar search (keyword search: “microwave”) for seven selected synthetic organic chemistry journals: J. Org. Chem., Org. Lett., Tetrahedron, Tetrahedron Lett., Synth. Commun., Synthesis, Synlett.
-
SciFinder scholar search (full text search: “microwave”) for approx. 50 journals. Data for recent years are not available but are estimated to be far higher than for 2008 (in the range of approx. 1000 to 1200 publications per year).
-
J. Org. Chem. 2015, Author Guidelines.
-
Neas, E., Collins, M. (1988). Introduction to Microwave Sample Preparation: Theory and Practice (Eds.: Kingston, H. M., Jassie, L. B.), American Chemical Society, Washington, DC.
-
Herrero, M. A., Kremsner, J. M., Kappe, C. O. (2008). J. Org. Chem., 73, 36.
Further reading
Microwave-assisted synthesis publications
Here is a list of scientific publications on microwave synthesis from the last decade.
Microwave-assisted metal-catalyzed reactions
- P. K. Singh et al. 2018. “Aminopyrimidine class aggregation inhibitor effectively blocks Aβ-fibrinogen interaction and Aβ-induced contact system activation,” Biochemistry, 57: 1399.
- Metallosurfactant based Pd-Ni Alloy Nanoparticles as proficient catalyst in Mizoroki Heck Coupling Reaction, N. Kaur et al., Green Chem. 2018, 20, 1506.
- Complex Polycycles from Simple Propargyl Alcohols through Ruthenium-Catalyzed Cascade Reactions and One-Pot Procedures, E. Jäckel et al., Synthesis 2018, 50, 742.
- Divergent synthesis of 1,2-benzo[e]thiazine and benzo[d]thiazole analogs containing a S-trifluoromethyl sulfoximine group. Preparation and new properties of the Adachi reagent, A.-L. Barthelemy et al., J. Org. Chem. 2019, 84, 4086.
Microwave-assisted synthesis of N-heterocycles
- Microwave-assisted one-pot synthesis of new phenanthrene fused-tetrahydrodibenzo-acridinones as potential cytotoxic and apoptosis inducing agents, N. P. Kumar et al., Eur. J. Med. Chem. 2018, 151, 173.
- Copper complexes bearing C-scorpionate ligands: Synthesis, characterization and catalytic activity for azide-alkyne cycloaddition in aqueous medium, A. G. Mahmoud et al., Inorg. Chim. Acta 2018, 483, 371.
- Organocatalytic aza-Michael Reaction to 3-Vinyl-1,2,4-Triazines as a Valuable Bifunctional Platform,
- F. Buttard et al., J. Org. Chem. 2019, 84, 3702.
- Telescoped synthesis of C3-functionalized (E)-arylamidines using Ugi–Mumm and regiospecific quinazolinone rearrangements, V. A. Jaffett et al., Org. Biomol. Chem. 2019, 17, 3118.
- Aziridination and aza-Wharton Reactions of Levoglucosenone, E. T. Ledingham et al., Aust. J. Chem. 2019, 72, 362.
Microwave-assisted synthesis of O- and S-heterocycles
- Microwave-assisted synthesis of novel benzodifuran-based bis(N-(het)arylthiazol-2-amine) derivatives and their antibacterial and antimycobacterial activities, N. H. K. Baba et al., Chem. Heterocycl. Comp. 2018, 54, 658.
- Structure-activity relationship of anticancer potential of 4-hydroxycoumarin and its derivatives:
A comparative study, S. M. Banday et al., Asian J. Pharm. Pharmacol. 2019, 5, 470.
Microwave-assisted rearrangements
- Synthetic and Mechanistic Study on the Microwave Assisted Fries Rearrangement of 1-Methylidene-3,4-dihydroisoquinoline-2(1H)-yl-methanones, F. Haraszti et al., Curr. Org. Chem. 2018, 22, 912.
- Montmorillonite K10-Catalyzed Solvent-Free Conversion of Furfural into Cyclopentenones, S. Bonacci et al., Catalysts 2019, 9, 301.
Microwave-assisted scaffold decoration
- Base-controlled regioselective functionalization of chloro-substituted quinolines, V. E. Murie et al., J. Org. Chem. 2018, 83, 871.
- Pyrrolomycins as antimicrobial agents. Microwave-assisted organic synthesis and insights into their antimicrobial mechanism of action, M. V. Raimondi et al., Bioorg. Med. Chem. 2019, 27, 721.
- On the synthesis, optical and computational studies of novel BODIPY-based phosphoramidate fluorescent dyes, L. A. Machado et al., J. Fluorine Chem. 2019, 220, 9.
Microwave-assisted catalysts, ligands & complexes
- Multifunctional Cyclopentadiene as a Scaffold for Combinatorial Bioorganometallics in
[(η5‐C5H2R1R2R3)M(CO)3] (M = Re, 99mTc) Piano‐stool Type Complexes, A. Frei et al., Chem. Eur. J. 2018, 24, 10153. - Whole Microwave Syntheses of Pyridylpyrazole and of Re and Ru Luminescent Pyridylpyrazole Complexes, B. Merillas et al., Inorg. Chim. Acta 2019, 484, 1.
- Tuning the Luminescent Properties of Ruthenium(II) Amino‐1,10‐Phenanthroline Complexes by Varying the Position of the Amino Group on the Heterocycle, A. S. Abel et al., ChemPlusChem 2019, 84, 498.
Microwave-assisted oxidations
- Copper(II) complexes with an arylhydrazone of methyl 2-cyanoacetate as effective catalysts in the microwave-assisted oxidation of cyclohexane, R. Jlassi et al., Inorg. Chim. Acta 2018, 471, 658.
- Synergistic catalytic action of vanadia–titania composites towards the microwave-assisted benzoin oxidation, F. Ferretti et al., Dalton Trans. 2019, 48, 3198.
Various microwave-assisted organic transformations
- Tropylium-promoted Carbonyl-Olefin Metathesis Reactions, U. P. N. Tran et al., Chem. Sci. 2018, 9, 5145.
- Hydrogen-Bonding-Assisted Ketimine Formation of Benzophenone Derivatives, M.-S. Seo et al., J. Org. Chem. 2018, 83, 14300.
- Efficient Semi-Synthesis of Natural δ-(R)-Tocotrienols from a Renewable Vegetal Source, A. Ville et al., J. Nat. Prod. 2019, 82, 51.
- A New Alternative Synthesis of Salicylaldazine via Microwave Irradiation Method, K. et al., J. Chem. 2019, 9546373.
Microwave-assisted synthesis of nanomaterials
- Simultaneous desulfuration and denitrogenation of model diesel fuel by FeMn microwave modified activated carbon: Iron crystalline habit influence on adsorption capacity, J. A. Arcibar-Orozco et al., J. Clean. Prod. 2019, 218, 69.
- Structural Impact of Zn-insertion into Monoclinic V2(PO4)3: Implications for Zn-ion Batteries, M. J. Park et al., J. Mater. Chem. A 2019, 7, 7159.
- Glyme-Based Electrolyte for Na/Bilayered V2O5 Batteries, X. Liu et al., ACS Appl. Energy Mater. 2019, 2, 2786.
- Self-assembly of hybrid nanorods for enhanced volumetric performance of nanoparticles in Li-ion batteries, M. H. Modarres et al., Nano Lett. 2019,19, 228.
- Nanostructuring of 1-butyl-4-methylpyridinium chloride in ionic liquid–iron oxide nanofluids, A. Joseph et al., J. Therm. Anal. Calorim. 2019, 135, 1373.
- Synthesis of iron oxide nanorods for enhanced magnetic hyperthermia, A. Nikitin et al.,
J. Magn. Magn. Mater. 2019, 469, 443. - Hydrothermal microwave synthesis of SnO microspheres with excellent photocatalytic activity, D. Han et al., Ceram. Int. 2019, 45, 4089.
- Effect of Deposition Time on the Optoelectronics Properties of PbS Thin Films Obtained by Microwave-Assisted Chemical Bath Deposition, E. Barrios-Salgado et al., Adv. Cond. Matter Phys. 2019, 5960587.
- In Situ Microwave‐Assisted Fabrication of Hierarchically Arranged Metal Sulfide Counter Electrodes
to Boost Stability and Efficiency of Quantum Dot‐Sensitized Solar Cells, J.‐S. Tsai et al., Adv. Mater. Interf. 2019, 6, 1801745. - Microwave assisted κ-carrageenan capped silver nanocomposites for eradication of bacterial biofilms,
A. Goel et al., Carbohyd. Polym. 2019, 206, 854. - Microwave-green synthesis of AlPO-n and SAPO-n (n= 5 and 18) nanosized crystals and their assembly in layers, E.-P.Ng et al., Micropor. Mesopor. Mater. 2019, 280, 256.
- XANES, EXAFS, EPR and First Principles Modeling on Electronic Structure and Ferromagnetism in Mn Doped SnO2 Quantum Dots, D. Manikandan et al., J. Phys. Chem. C 2019, 123, 3067.
- Synthesis and characterization of Polymer/Silica/QDs fluorescent nanocomposites with potential application as printing toner, M. Ruiz-Robles et al., Mater. Res. Express 2019, 6, 25314.
- Microwave-Assisted Hydrothermal Synthesis of Agglomerated Spherical Zirconium Phosphate for Removal of Cs+ and Sr2+ Ions from Aqueous System, A. Bashir et al., Applic. Ion Exchange Mater. Environ. 2019, 95.
- A co-operative endeavor by nitrifying bacteria Nitrosomonas and Zirconium based Metal Organic Framework to remove hexavalent chromium, T. Sathvika et al., Chem. Eng. J. 2019, 360, 879.
Microwave-assisted polymer chemistry
- Exfoliation, reduction, hybridization and polymerization mechanisms in one-step microwave-assist synthesis of nanocomposite nylon-6/graphene, P. González-Morones et al., Polymer 2018, 146, 73.
- Synthesis, characterization and chemical degradation of poly(ester-triazole)s derived from D-galactose, M. V. Rivas et al., RSC Adv. 2019, 9, 9860.
- Microwave-assisted esterification step of poly(ethylene terephthalate) (PET) synthesis through ethylene glycol and terephthalic acid, A. C. Espinosa-López et al., Polym. Bull. 2019, 76, 2931.
Microwave-assisted synthesis of and with ionic liquids
- Imidazolium based Ionic liquids as efficient reagents for lignin C-O bond cleavage, M. Thierry et al., ChemSusChem 2018, 11, 439.
- New poly(ionic liquid)s based on poly(azomethine-pyridinium) salts and its use as heterogeneous catalysts for CO2 conversion, E. M. Maya et al., Eur. Polym. J. 2019, 110, 107.
Microwave-assisted biodiesel- and biomass-related applications
- Conversion of sunflower stalk based cellulose to the valuable products using choline chloride based deep eutectic solvents, M. Sert et al., Renew. Energy 2018, 118, 993.
- A synergetic effect of ionic liquid and microwave irradiation on the acid-catalyzed direct conversion of cellulose into methyl glucopyranoside, M. Saito et al., Holzforschung 2018, 72, 1025.
- Microwave assisted biodiesel production using a novel Brønsted acid catalyst based on nanomagnetic biocomposite, S. Chellappan et al., Fuel 2019, 246, 268.
Microwave-assisted investigation of microwave effects
- Specific microwave effect on Sn- and Ti-MFI zeolite synthesis, Z. Sun et al., RSC Adv. 2017, 7, 35252.
- Microwave effects in the dilute acid hydrolysis of cellulose to 5-hydroxymethylfurfural, N. Sweygers,
et al., Nat. Sci. Rep. 2018, 8, 7719. - Synthesis of Highly Uniform Nickel Multipods with Tunable Aspect Ratio by Microwave Power Control,
P. N. Vakil et al., ACS Nano 2018, 12, 6784.
Recommended text books on microwave synthesis
Over the last two decades, various text books on microwave synthesis have been published. Find a list of recommended books for comprehensive background information here:

Your free guide to microwave synthesis
Are you an experienced microwave chemist, or completely new to the field of microwave synthesis?
The comprehensive resource "A Chemist's Guide to Microwave Synthesis" will help you move forward!
- Advances in Microwave Chemistry, B. K. Banik, D. Bandyopadhyay (Eds.), 2018, CRC Press, Taylor & Francis Group, Boca Raton
- A Chemist’s Guide to Microwave Synthesis, Volume 3, J. M. Kremsner, A. Stadler, 2018, Anton Paar Publishing, Austria
- Solid-Phase Organic Syntheses, Volume 3: Microwave-Assisted Solid-Phase Organic Synthesis, P. J. H. Scott (Ed.), 2017, Wiley-VCH, Weinheim
- Advances in Microwave Chemistry, B. K. Banik, D. Bandyopadhyay (Eds.), 2018, CRC Press, Taylor & Francis Group, Boca Raton
- Solid-Phase Organic Syntheses, Volume 3: Microwave-Assisted Solid-Phase Organic Synthesis, P. J. H. Scott (Ed.), 2017, Wiley-VCH, Weinheim
- Microwave-assisted Polymer Chemistry, R. Hoogenboom, U. S. Schubert, F. Wiesbrock (Eds.), 2016, Springer, Berlin
- Milestones in Microwave Chemistry, G. Keglevich (Ed.), 2016, Springer, Berlin
- Microwaves in Catalysis: Methodology and Applications, S. Horikoshi, N. Serpone, 2015, Wiley-VCH, Weinheim
- Microwave-assisted Polymerization, A. Mishra, T. Vats, J. H. Clark, 2015, Royal Society of Chemistry, London
- Microwave-Assisted Synthesis of Heterocycles, E. van der Eycken, C. O. Kappe, 2014, Springer, Berlin
- Microwave-Assisted Organic Synthesis: A Green Chemistry Approach, S. C. Ameta, P. B. Punjabi, R. Ameta, C. Ameta (Eds.), 2014, Apple Academic Press, Waretown
- Microwaves in Drug Discovery and Development: Recent Advances, J. Spencer, M. C. Bagley (Eds.), 2014, Future Science Group, London
- Microwaves in Nanoparticle Synthesis: Fundamentals and Applications, S. Horikoshi, N. Serpone, 2013, Wiley-VCH, Weinheim
- Microwaves in Organic and Medicinal Chemistry, C. O. Kappe, D. Dallinger, A. Stadler, 2nd edition, 2012, Wiley-VCH, Weinheim
- Microwaves in Organic Synthesis, A. De La Hoz, A. Loupy (Eds.), 3rd edition, 2012, Wiley-VCH, Weinheim
- Microwave-assisted Cycloaddition Reactions, D. Margetic, 2011, Nova Science Publishers, Hauppauge
- Aqueous Microwave-assisted Chemistry, V. Polshettiwar, R. S. Varma (Eds.), 2010, RSC Publishing, Cambridge
- Practical Microwave Synthesis for Organic Chemists, C. O. Kappe, D. Dallinger, S. S. Murphree, 2009, Wiley-VCH, Weinheim
- Microwave-assisted Proteomics, J. R. Lill, 2009, RSC Publishing, Cambridge
- Microwave-assisted Synthesis of Heterocycles, E. van der Eycken, C. O. Kappe (Eds.), 2006, Springer, Berlin
- Microwave methods in Organic Synthesis, M. Larhed, K. Olofsson (Eds.), 2006, Springer, Berlin
- Microwave-assisted Organic Synthesis: 100 reaction procedures, D. Bogdal, 2005, Elsevier, Amsterdam
- Microwave-assisted Organic Synthesis, J. P. Tierney, P. Lidström (Eds.), 2005, Blackwell, Oxford